您好,欢迎访问三七文档
当前位置:首页 > 办公文档 > 述职报告 > 半自动CIP系统说明书
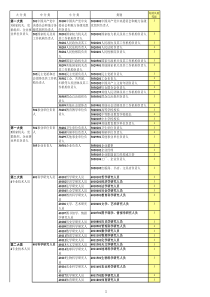
半自动CIP系统使用说明书张家港怡中机械有限公司电话:0512-58429958传真:0512-58429959目录一.前言二.用途与特点三.主要结构和工作原理四.清洗原则和操作程序五.安装调试六.设备维护与使用七.应用举例一.前言就地清洗(CIPCleaninginPlace)是一种新型有效的清洗技术,广泛应用与乳品厂,也可用于啤酒、饮料、咖啡、制糖、制药等行业。CIP就地清洗系统是我国乳品行业近十多年来从国外引进的清洗设备,并逐步完善、成熟,现已在行业内被广泛地应用。其优点在于消除人为操作的消极因素、提高清洗效率和减轻操作人员的劳动强度。因其整个清洗过程均在密闭生产设备、容器和管道中进行,所以大大减少了二次再污染的机会,因此比较符合现代大规模流体食品加工工艺的卫生要求和环境要求。二.用途和特点1.经济成本低,结构紧凑,清洗采用管道化占地面积小,安装、维修方便,操作简单,运行可靠,劳动强度低,工作效率高,能有效的实行生产设备、容器及管道的就地清洗。2.系统是单路清洗。3.系统是用板片加热方法加热,加热更直接,同时也降低了经济运行成本。4.系统洗涤剂可循环使用,利用率高,蒸汽和水也比较节省,降低水资源的耗用量,使得实际节水可达45﹪左右。5.清洗彻底,并能同时达到消毒杀菌目的,保证卫生要求,有利于制品质量提高。三.主要结构和工作原理1.本CIP清洗系统的主要设备包括:三台2T保温罐(酸、碱、热水)及一个浓酸(碱)桶联体架,一个进程泵(20T/h,36m),一台板片加热器,一个电器控制箱,两个浓酸(碱)液隔膜泵,和一组阀件、管道、管接件及电器材料。各储罐均由优质不锈钢制造,与酸碱接触的部位均由316L材质,进料泵与回流泵皆为离心式,进料泵入口与三个储罐侧部放液口相连并用蝶阀控制,其出口与板式换热器继而与各管道接通,清洗液经加热(采用气动搅拌器对清洗液混匀,采用板片加热形式)后送至各清洗点。回流泵入口与回流管道相连,其出口与三个储罐上部的回流液入口相连,并用蝶阀控制,每个储罐下部设有排污口和溢流口,罐上设有温度计与液位计,顶部有孔盖,配有浓酸(碱)添加口,罐顶部还设有放空管,以排放废气。如下面工艺流程图所示:四.清洗原则和操作程序一)系统清洗原则1.生产结束后,对所有生产设备、容器进行的清洗程序:A、热源性设备,(利用热介质如蒸汽、热水等加热物料的生产设备、容器及管道等)常温(5min)80±2℃(10min)常温(5min)70±2℃(10min)常温(5min)清水碱液清水酸液清水1-1.5﹪0.8-1.2﹪95±2℃(10min)热水B、冷源性设备常温(5min)80±2℃(10min)常温(5min)95±2℃(10min)常温水碱液清水热水1-1.5﹪注意:对冷源性设备一般二周至一个月用酸液清洗一次,如在生产设备、容器及管道中发现有碱性盐类沉淀物生成时则须随时考虑用酸液清洗。2.生产前对物料生产设备、容器及管道的消毒程序:90℃消毒保存15min,(无菌净化水冷却),也可采用设备自然降温。二)系统的操作程序:(一)在启用前应注意以下几个方面:1.检查电源是否送达电器控制箱,打开主电源。2.检查共用介质如蒸汽、水源、气源等是否正常,并观察其压力状况,蒸汽压力0.3-0.4Mpa,气源压力0.5-0.6Mpa,纯水压力0.15Mpa。打开电源,打开蒸汽排水阀排尽冷凝水后关闭旁通并使疏水阀处于开通状态。3.检查酸(碱)液及热水罐内的液体浊度,如发现有沉淀物则需打开排污阀,把沉淀物排放掉。4.检查罐内的酸(碱)液的浓度、水(液)量和温度;如浓度达不到标准要求,则需添加浓酸(碱)液,同时开启气动搅拌;如水(液)量不够,则需添加水量;如温度不到规定要求,则采用蒸汽加热。5.检查待清洗的生产设备、容器及管道的系统回路是否接通。6.检查CIP设备及阀门是否处在标准状态;所有蒸汽阀门、酸(碱)罐、进程管道阀、清水管道阀均应关闭,回程排放管道阀应打开,进程泵停止运行。(二)生产设备、容器及管道的一般清洗要求:1.生产前需对物料生产设备及管道用95℃的净化热水保持15min的消毒处理,然后用无菌净化水冷却或自然冷却。配料段生产设备、管道可采用温水或热水保持5-10min清洗。注意:容器不能用低温水直接喷淋冷却,以防止受热胀冷缩形成负压而导致容器内壁变形。最好先用常温的无菌水进行冷却,再用无菌低温水冷却。3.生产后对所有生产设备、容器及管道进行CIP程序清洗。(三)CIP清洗系统的操作步骤:1.生产前物料生产设备、容器及管道的消毒程序:注入净化水,循环加热至90-95℃;对于后段工序,接通待消毒生产设备、容器及管道的回路后进行循环消毒并保持15min,(然后对生产设备、容器及管道进行冷却,用无菌净化水顶出热水,并使热水返回热水罐;或采用自然冷却);配料段生产设备、管道可采用温水或热水保持5-10min清洗;再进入下一循环的消毒程序。2.生产后生产设备、容器及管道的温水冲洗程序:先观察清水装置内液位,使得有足够的贮量,接通待清洗生产设备、容器及管道的回路,打开清水装置出口阀及进程管道阀,开启进程泵,进行排放式冲洗,并在排放口径肉眼观察无残余物料,即可关闭清水罐出口阀。3.生产后生产设备、容器及管道的碱液清洗程序:先观察碱液罐内液位,使得有足够的贮量,并把温度加热至78-85℃,同时测定碱液的浓度(1-1.5﹪),如浓度达不到规定要求,则应添加浓碱液,在添加浓碱液时,通过隔膜泵把浓碱液抽吸到碱液罐内,同时开启气动搅拌使得碱液罐里的稀碱液能混合均匀,再打开浓碱罐的进口阀,开启气动隔膜泵,根据习惯操作经验和时间控制(从取样口取样,用滴定法检测碱液的实际浓度),待碱液浓度达到规定要求时,则关闭浓碱罐进口阀,同时打开清水管道阀,把管道内的浓碱液冲洗到碱液罐内,待浓碱液冲洗干净后,关闭清水管道阀,关闭隔膜泵。如碱液浓度达到规定要求时,则打开碱液罐出口阀,关闭清水罐出口阀,接通待清洗生产设备、容器及管道的回路,打开进程管道阀,再开启进程泵,蒸汽通过自动控制把物料加热至78-85℃,用碱液顶处清水,用手触摸回流管,等管路突然升温时,待回程管道排放处有稀碱液流出时,根据习惯操作经验和时间控制,或用PH试纸测定碱液的浓度,一般不低于1﹪即打开返回碱液罐的进口阀,同时关闭排放阀,这样就可进行循环清洗并保持10min即可。4.生产设备、容器及管道的第一次清水冲洗程序:用常温清水顶出碱液,先打开清水罐出口阀或管道阀,同时关闭碱液罐出口阀,用手触摸回流管,等管路突然升温时,根据习惯操作经验和时间控制,或用PH试纸测定回流管道内碱液的浓度,一般不低于1﹪时,即打开排放阀,同时关闭返回碱液罐进口阀,进行清水冲洗5min,待排放管道内流出的水液用PH试纸测定呈中性,即可关闭清水罐出口阀或管道阀。5.生产设备、容器及管道的酸液清洗程序:先观察酸液罐内液位,使得有足够的贮量,并把温度加热至70-75℃,同时测定酸液的浓度(0.8-1.2﹪),如浓度达不到规定要求,则应添加浓酸液,在添加浓酸液时,通过隔膜泵把浓酸液抽吸到酸液罐内,同时开启气动搅拌使得酸液罐里的稀酸液能混合均匀,再打开浓酸罐的进口阀,开启气动隔膜泵,根据习惯操作经验和时间控制(从取样口取样,用滴定法检测酸液的实际浓度),待酸液浓度达到规定要求时,则关闭浓酸罐进口阀,同时打开清水管道阀,把管道内的浓酸液冲洗到酸液罐内,待浓酸液冲洗干净后,关闭清水管道阀,关闭隔膜泵。如酸液浓度达到规定要求时,则打开酸液罐出口阀,关闭清水罐出口阀,接通待清洗生产设备、容器及管道的回路,打开进程管道阀,再开启进程泵,蒸汽通过自动控制把物料加热至70-75℃,用酸液顶处清水,用手触摸回流管,等管路突然升温时,待回程管道排放处有稀酸液流出时,根据习惯操作经验和时间控制,或用PH试纸测定酸液的浓度,一般不低于0.8﹪即打开返回酸液罐的进口阀,同时关闭排放阀,这样就可进行循环清洗并保持10min即可。6.生产设备、容器及管道的第二次清水冲洗程序:用常温清水顶出酸液,先打开清水罐出口阀或管道阀,同时关闭酸液罐出口阀,用手触摸回流管,等管路突然升温时,根据习惯操作经验和时间控制,或用PH试纸测定回流管道内酸液的浓度,一般不低于0.8﹪时,即打开排放阀,同时关闭返回酸液罐进口阀,进行清水冲洗5min,待排放管道内流出的水液用PH试纸测定呈中性,即可关闭清水罐出口阀或管道阀。7.生产设备、容器及管道的高温热水冲洗程序:先观察热水罐内液位,使得有足够的贮量,并把温度加热至90-95℃,则打开热水罐出口阀,关闭清水罐出口阀,接通待清洗生产设备、容器及管道的回路,打开进程管道阀,再开启进程泵,蒸汽通过自动控制把物料加热至90-95℃,用热水顶处清水,用手触摸回流管,等管路突然升温时,根据习惯操作经验和时间控制,打开返回热水罐的进口阀,同时关闭排放阀,这样就可进行循环清洗并保持10min即可。至此,整个CIP全程序清洗结束。8.设备的停机:待整个CIP程序清洗完成后,关闭所有蒸汽阀门,关闭压缩空气阀,关闭电源总开关,停止进程泵运行,把已清洗的生产设备、容器及管道内的残留水液排放掉。然后对CIP管道上的管式过滤器进行拆卸清洗,并准备浓酸(碱)罐内溶液,并调整一定量的浓度,(一般浓酸液浓度为30-40﹪,浓碱液浓度为,20-30﹪,以备第二天使用。五、安装调试(1)酸罐、碱罐、热水罐三个罐体直线地安置于车间平整地面上,校正好每台罐的垂直度。(2)在就地清洗设备附近,设置排水沟,设备排污口与之相连。(3)连接设备与泵的管道,接通水管,蒸汽管,并接好蒸汽冷凝水出口疏水器。(4)安装各罐温度计,液位计及各种仪表等二次元件,安装时安有关产品使用说明书执行。(5)安装电器装置与控制装置,这需由专业人员进行,应严格按有关规定操作,要可靠的接地,确保安全,安装后试验其灵敏性。(6)各种管道安装完毕后,用水试漏,保证不泄露。(7)全部安装完毕后,用水试酸罐、碱罐、热水罐,用水对加热温度探头、液位探头、气动调节阀、的程序进行调试,符合要求方可投入生产使用。六、设备维护与使用使用:(1)使用前对设备做全面清洗。(2)启动电源总开关。(3)在碱液罐、酸液罐内配制好清洗液,并核实其浓度;在水罐内加水,各贮罐贮液量维持全容积的80﹪左右。(4)校正各仪表的正确性,按工艺要求调整控制点数值。(5)按清洗工艺要求,设定好碱液、酸液、热水和清水各自的加热温度。(6)连接好待清洗设备或待清洗管道系统。维护:(1)离心泵、阀门、管道连接处如有泄露应及时维修、更换易损件,回流泵(自吸泵)腔内应注意充满水。(2)应检测碱液、酸液的回流液浓度,根据检测值做必要的碱、酸补充。(3)仪表、电器元件、电机等外购件按产品使用说明书进行维护保养。(4)设备停用时,应排尽酸罐、碱罐中的酸液与碱液,并进行全面清洗工作。七、应用举例本设备是对设备(贮罐、管道)进行就地清洗的专用设备,只有在与被清洗设备(贮罐、管道)相连接后进行工作时才发挥作用,下面列举两例说明其应用:(1)对板式高温灭菌机进行就地清洗对板式高温灭菌机进行就地清洗,一般按水洗→碱洗→水洗→酸洗→水洗程序进行,其典型清洗程序是:1)碱液清洗:碱液为1﹪-2﹪NaoH溶液。温度与操作温度相一致,循环15min。2)酸液清洗:酸液为0.8﹪-1.5﹪NaoH溶液,循环15min。3)热水清洗:水温控制在80-95℃,连续循环至排出清净水为止。(2)对物料管道的清洗物料管道清洗效果取决于四个因素:管内洗剂的流速,清洗循环持续时间,清洗剂浓度和清洗剂温度。管内洗涤剂的流速问题,实质是保证管内洗涤剂处于湍流状态,剧烈的湍动将大大有利于清洗洁净。有两个问题需注意,一是对分支管路清洗,支管的清洗可设置切换阀门分路清洗,二是流速提高可导致阻力增加,因而流速得适宜,通常管道内流速取1-2m/s,大致范围如下:1)管内污垢较少时,流速取1m/s;2)装有温度计、压力表或管道有凹处的场合,流速取1.5m/s;3)垂直管道,流速取1-1.5m/s。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码





 whywhynotnot
whywhynotnot
本文标题:半自动CIP系统说明书
链接地址:https://www.777doc.com/doc-3567935 .html