您好,欢迎访问三七文档
当前位置:首页 > 行业资料 > 酒店餐饮 > R8m-5流方坯连铸机
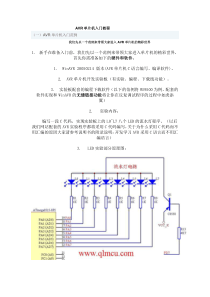
大连华锐重工集团股份有限公司DHHIR8m-5流方坯连铸机编制:设计研究院2013年1月11日方圆坯连铸机成套设备工程概述1设计简介2技术特点3国内、外同类产品性能对比4鞍山紫竹重型铸件有限公司2×50t转炉炼钢车间一期工程拟建一台五机五流小方坯连铸机,设计年产合格铸坯约60万吨。1.铸坯断面:120×120mm2、150×150mm2、160×220mm2。2.定尺长度:6-12m3.生产钢种:Q235B、Q345B、U71Mn、55Q、M540概述1R8m-5流方坯连铸机R8m-5流方坯连铸机设计输出23.1工艺流程图钢铁生产演示R8m-5流方坯连铸机设计输出23.2连铸总图车间地坪R8m-5流方坯连铸机设计输出2生产线主机设备浇钢区设备:钢包回转台、中间罐及中间罐盖、中间罐车、中间罐预热装置等。主机区设备:结晶器、结晶器振动装置、铸坯支撑导向系统、拉矫机系统、刚性引锭杆、引锭杆存放装置、蒸汽排出装置等。出坯区设备:切前辊道、火焰切割机、切割辊道、切头收集装置、运输辊道、铸坯横移装置、铸坯收集台架、升降挡板、固定挡板等。R8m-5流方坯连铸机技术特点31.结晶器创新点:多锥度抛物线型结晶器铜管R8m-5流方坯连铸机技术特点32.结晶器振动装置1501320(165)6001080?110?1504007507501000265?1345对中螺栓中心线5102168.45142416595095070097080513141500332660850300800157013701770200200R120004-M30固定螺栓孔创新点:液压、电动伺服非正弦振动R8m-5流方坯连铸机技术特点33.拉坯矫直机创新点:刚性引锭杆、挠性引锭杆兼用R8m-5流方坯连铸机技术特点34.钢包振动下渣检测系统采用自增敏型振动下渣检测装置,控制中间罐钢液的含渣量,提高钢液纯净度,提高钢液收得率。钢液从钢包经长水口流入到中间罐,长水口保护套管会产生较强的振动,由于钢渣和钢液的密度不同,由钢渣流动与钢液流动所引起的振动必然存在差异,因此,通过监测长水口机械手支撑臂的振动,间接监测长水口内钢液和钢渣的流动变化情况。通过测渣自增敏装置,得到增强的、准确的信号。系统功能:在线测量及数据采集在线数据处理及数据分析动态画面显示及监控正常、卷渣、下渣三种状态指示在线诊断及系统故障报警资料处理、存储及打印采用浙江大学、湖南镭目等国内专业厂家先进、成熟的专项技术R8m-5流方坯连铸机技术特点35.中间罐等离子加热技术为保证铸坯表面质量,连铸生产一般采用低过热度浇注。在开浇初期,由于中间罐内衬吸热,钢液温度可下降10℃~15℃;在浇注过程中,中间罐钢液以1.25℃/min的速度降温;更换钢包时,由于中间罐钢水液面降低,钢水温度可下降5℃~10℃。因此,在开浇初期、钢包更换和浇注末期,对中间罐钢液进行加热升温。本项目中间罐钢液加热采用等离子加热方式,在中间罐上方安装一个或多个等离子枪,等离子枪的下方形成高温等离子区,温度高达4000℃~8000℃,高温的离子气体通过辐射、对流和分子复合,把能量转化钢液的热量。对中间罐钢水进行加热升温。既降低钢水过热度,保证铸坯质量,又避免了因钢水浇注温度过低,产生冻钢而造成的停浇事故。采用中国科技大学、郑州新恒等国内专业厂家先进、成熟的专项技术R8m-5流方坯连铸机技术特点36.中间罐连续测温系统在连铸过程中,对中间罐钢液温度进行连续监测,为铸坯表面目标温度二冷水动态控制系统,提供重要操作参数。能够使连铸机生产稳定,是生产高质量产品的有效保障。本工程采用的是黑体空腔辐射钢水连续测温技术,基于东北大学谢植教授《黑体辐射源理论研究》的研究成果,钢水连续测温系统是由黑体空腔测温管、测温探头、信号处理器和大屏幕显示器四部分组成,用黑体测温管插入到钢水中感知温度,以专门设计的黑体空腔辐射测温探头,接受钢水温度相对应的红外辐射信号,并输送到信号处理器,根据在线黑体理论确定钢水的实际温度。测量不确定度:钢水温度在1400℃~1600℃之间,≤3℃;钢水温度在800℃~1400℃之间,≤7℃。采用东北大学、沈阳贺利氏君城等专业厂家先进、成熟的专项技术R8m-5流方坯连铸机技术特点37.结晶器自动加渣技术根据不同的钢种,按照拉矫机拉速的变化,自动调节结晶器保护渣加渣量和加渣时间,保护渣加入均匀、合理,减少保护渣用量,保证结晶器的润滑效果,提高铸坯表面质量。系统渣料斗的结晶器保护渣由连接管道到达受控气动阀,由现场操作箱及电磁阀控制气动阀的开关时间,从而控制结晶器加渣量。结晶器保护渣由渣料斗自由下落进入吹渣管,采用氮气将结晶器保护渣由吹渣管均匀吹入结晶器铜管口内,通过调整出渣口外形及位置,以保证结晶器保护渣的均匀吹入。采用衡阳镭目等专业厂家先进、成熟的专项技术R8m-5流方坯连铸机技术特点38.结晶器电磁搅拌系统提高铸坯表面和潜层面的质量,减少铸坯表面夹渣、气孔、微裂纹,提高铸坯质量。采用岳阳中科、科美达等专业厂家先进、成熟的专项技术R8m-5流方坯连铸机技术特点39.铸坯凝固末端电磁搅拌系统采用铸坯凝固末端电磁搅拌技术,可以有效地改善铸坯内部质量,打碎铸坯内部柱状晶,增加等轴晶率,减少铸坯的中心疏松和中心偏析等内部缺陷。采用岳阳中科、科美达等专业厂家先进、成熟的专项技术R8m-5流方坯连铸机技术特点310.目标表面温度值动态控制二冷系统根据钢种、中间罐钢液温度、拉坯速度等参数,动态地改变二次冷却区的喷淋水量,从而维持铸坯表面温度的合理性与均匀性,提高铸坯质量。铸坯表面水流密度分布铸坯表面温度场大连重工与北京科技大学、清华大学等共同开发的专有技术R8m-5流方坯连铸机技术特点311.动态计算机监控画面显示基于连铸机的画面及用户的具体操作要求,创建一套全新的方、圆坯连铸机画面。1)连铸机整个工艺过程的操作、工作、选择、动态画面显示。2)二次冷却数学模型的计算与二次冷却水动态画面显示。3)仿弧结晶器振动数学模型计算与振动的动态画面显示。4)结晶器液面控制系统的跟踪及动态画面显示。5)引锭杆头的跟踪模型计算与画面显示。6)尾坯跟踪模型计算与画面显示。7)铸坯跟踪与优化切割与画面显示。8)钢包液位的模型计算与画面显示。9)中间罐液位的模型计算与画面显示。大连重工本次独立开发的专有技术R8m-5流方坯连铸机国内、外同类产品性能对比4序号主要参数本产品国内同类产品国外同类产品1转炉公称容量100t100t100t2冶炼周期36~60min36~60min36~60min3产品规格铸坯断面160×160mm2180×180mm2200×200mm2220×220mm2¢160~¢220mm160×160mm2180×180mm2200×200mm2220×220mm2¢160~¢220mm160×160mm2180×180mm2200×200mm2220×220mm2¢160~¢220mm定尺长度6m、10m、12m6m、10m、12m6m、10m、12m4浇注钢种碳素结构钢、低合金钢、合金钢、硬线钢、焊条焊丝、冷镦钢碳素结构钢、低合金钢、合金钢、硬线钢、焊条焊丝、冷镦钢碳素结构钢、低合金钢、合金钢、硬线钢、焊条焊丝、冷镦钢5年产量60-100万吨60-100万吨60-100万吨6铸机机型全弧形全弧形全弧形7铸机弧半径R8-10mR9m/R12mR9m/R12m8铸机流数4-8流4-8流4-8流9钢包水口1个/2个1个/2个1个/2个R8m-5流方坯连铸机国内、外同类产品性能对比4序号主要参数本产品国内同类产品国外同类产品10中间罐形式单或双中间罐单或双中间罐单或双中间罐11结晶器型式弧形整体管式多锥度抛物线型弧形整体管式或组合式弧形整体管式或组合式12结晶器长度900mm800mm/900mm800mm/900mm13结晶器振动形式液压/电动伺服振动液压/电动振动液压/电动伺服振动14振动装置型式全板簧导向振动全板簧/半板簧导向振动全板簧/半板簧导向振动15矫直方式带液芯连续矫直带液芯矫直带液芯连续矫直16引锭杆形式自适应式刚性/挠性引锭杆刚性/半刚性引锭杆刚性/半刚性引锭杆17引锭杆存放形式摩擦轮传动收放,液压驱动存放电动收放/液压驱动收放及存放等电动收放/液压驱动收放及存放等18出坯方式翻钢机+移坯车+步进式翻转冷床根据工艺要求配置根据工艺要求配置19二冷系统气水喷雾冷却全水/气水冷却全水/气水冷却20液压系统主机区及出坯区液压传动根据工艺要求配置根据工艺要求配置21电气系统三电一体化的计算机基础级和过程级两级控制系统根据工艺要求配置根据工艺要求配置谢谢!谢谢!欢迎各位领导、专家批评、指正!
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码




 361436903
361436903
本文标题:R8m-5流方坯连铸机
链接地址:https://www.777doc.com/doc-3693675 .html