您好,欢迎访问三七文档
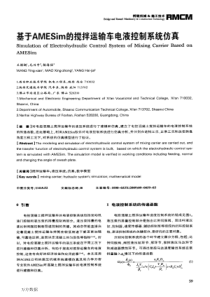
SABURDME-II絲印移印檢驗通規PrepareBy:InnoluxSARD/MED2Date:2008/09/02Version:A2SABURDME-III.印刷規格-位置位置偏差±0.3mm長度偏差±0.3mm傾斜±0.3mm位置偏差±0.3mm檢查重點:•位置偏差:≦0.3mm為允收•長度偏差:≦0.3mm為允收•印刷傾斜:≦0.3mm為允收SABURDME-III.印刷規格-缺陷(鏡面)a.凸點d.點雜質(同色)f.雜質(絲狀)b.凹點c.氣泡e.點雜質(異色)檢查重點:單字字組a.凸點0.1≦d≦0.2:1pcd>0.2:不允收0.1≦d≦0.2:2pcsd>0.2:不允收b.凹點0.1≦d≦0.2:1pcd>0.2:不允收0.1≦d≦0.2:2pcsd>0.2:不允收c.氣泡不允收d.點雜質(同色)0.1≦d≦0.2:2pcd>0.2:不允收0.1≦d≦0.2:4pcd>0.2:不允收e.點雜質(異色)不允收f.雜質(絲狀)不允收單位:mm凸點絲狀雜質SABURDME-III.印刷規格-缺陷(咬花面)a.凸點d.點雜質(同色)f.雜質(絲狀)b.凹點c.氣泡e.點雜質(異色)檢查重點:單字字組a.凸點0.2≦d≦0.3:1pcd>0.3:不允收0.2≦d≦0.3:2pcsd>0.3:不允收b.凹點0.2≦d≦0.3:1pcd>0.3:不允收0.2≦d≦0.3:2pcsd>0.3:不允收c.氣泡不允收d.點雜質(同色)0.2≦d≦0.3:2pcd>0.3:不允收0.2≦d≦0.3:4pcd>0.3:不允收e.點雜質(異色)不允收f.雜質(絲狀)不允收單位:mm凸點(溢漆)凸點SABURDME-III.印刷規格-顏色檢查重點:•與印刷標準色板目視比對無色差•必要時製作色板比對印刷色板SABURDME-IIII.網印不良狀況原因及處理方法(一)不良現象原因分析處理方法糊板1.承印物表面平滑度低,強度較差2.車間溫度太高,溫度太低,油墨流動性差3.印刷壓力過大4.絲网與承印物之間的間距不當5.油墨顆粒太大加入適量的稀釋劑提升作業員的手法一般2~3MM選用合適的油墨附著力不夠油墨本身黏著力不夠承印物表面附著油脂類,不幹淨烘烤的溫度和時間不當換油墨或是換溶劑對表面進行前處理選擇合適的溫度SABURDME-II不良現象原因分析處理方法著墨不均感光膠分辨力不高制板中暴光時間不足,或過長承印物與网板間局部出現間隙印刷線條太細网板與產品間的距離不當,刮板角度,壓力不當油墨的調配時混入墨皮溶劑的作用發生膨脹軟化產品表面不平重新做网板換网板選用高目數的絲网選用高分辨力的感光膠盡量采用斜交繃网法最佳角度為22.5間隙一般為2~3MM,角度45度使用前將油墨完全過濾險去所有舊油墨針孔網板上有異物﹐或灰塵物件表面異物在吸墨性強的紙上各印几次印刷前表面清洗II.網印不良狀況原因及處理方法(二)SABURDME-II不良現象原因分析處理方法氣泡油墨中存在氣泡印刷速度太\快﹐或連接不均勻添加0.15%~1%左右的消泡劑降低速度且速度均勻保持網痕油墨流動性差使用流動性大的油墨﹐或干燥﹐速度慢的油墨盡量用絲較細的單絲網板疊印不良干燥劑加過量﹐或消泡劑過量降低油墨黏度﹐在油墨中加入助劑﹐降低油墨的干燥速度飛墨及拉絲油墨研磨不勻﹐刮板離板慢﹐有靜電產生﹐刮板角度小角度在45度線條擴大油墨流動性過大干燥速度慢添加增稠劑加入適量的快干劑II.網印不良狀況原因及處理方法(三)SABURDME-IIII.網印不良狀況原因及處理方法(四)不良現象原因分析處理方法線條擴大溶濟的作用和溫度的變化太大選用耐溶劑性的耐油性較強的材料用承印物﹐保持車間濁度均勻墨膜龜裂油墨干燥過慢墨層過薄靜電的影響油墨顏料分散不良1.改進油墨的流動性2.使用快干溶劑3.盡可能使作黏度高的油墨印刷4.盡量采納用吸油小的顏料做油墨5.減少磨擦防止靜電漏墨印刷速度太\快網板與承印物間隙過大﹐承印物或油墨中有異物降低速度,間隙一般為2~~3MM圖象變形刮板加到印板上的壓力過大能夠使印板與被印物之間是線接觸即可SABURDME-II問題原因分析解決對策圖案有小孔油墨沾起時有氣泡油墨太稀移印頭下移太快使用斷面致離的移印頭降低移印頭下移的速度光暈發生在印刷區域較寬的地方常見于印刷圖柱體和圖錐體調節油墨使之變稠移印頭沾起油墨時向側吹冷風III.移印不良狀況原因及處理方法(一)SABURDME-II問題原因分析解決對策文體變形印刷表面或高或低或小于移印頭用較大的橡皮頭拽充造成移印頭起伏的部位使承印物改變形狀油墨太少油墨太粘銅板深度不足油墨結塊機器操作時間太長移印頭留有過多油墨稀釋油墨檢查鋼版必要時清洗降低周期時間向移印頭吹冷風III.移印不良狀況原因及處理方法(二)SABURDME-II問題原因分析解決對策油墨分布不均鋼版圖像部位塞滿油墨移印頭行程太短油墨太稠或太稀擦拭移印頭校正行程調節油墨并保持稀/稠很好混合輪廓不清晰油墨太稀操作時間太長移印頭行程太短鋼版腐蝕太深(大于30um)調節油墨使之變稠調整操作時間校正行程重做新鋼版(深度為22um)III.移印不良狀況原因及處理方法(三)SABURDME-II不良狀況原因分析處理方法圖案斷線缺角或印不出來油墨太稠稀釋劑太快干移印頭有異物及油質和油墨承印物有油質污染移印頭磨損或使用過久表面變質加適量稀釋劑將油墨調適當濃度使用較慢干之稀釋劑用膠帶粘印頭或無塵紙沾溶劑擦拭印頭將承印表面擦拭干淨更換新印頭圖案或字體毛邊使用稀釋劑太慢干油墨粘度強﹐鋼板腐蝕太深印頭已磨損油墨使用時間過久樹脂含量過低改用較快干之稀釋劑降低油墨粘性及更換鋼板更換印頭加入適量新油墨III.移印不良狀況原因及處理方法(四)SABURDME-II不良狀況原因分析處理方法印刷圖案會擴散或不清楚油墨濃度太稀印刷下降深度過低印頭硬度太硬印頭已損壞加入新油墨將油墨調至適當之濃度調整印頭下降深度一般而言只需將圖案沾起及轉印至被印物上即可更換較軟之印頭更換新印頭印刷圖案會重影移印機定位不准印刷時印頭下降深度過低被印物固定座太松造成印刷時會位移印頭硬度太硬調整移印機前后定位將印頭下降深度調高至可將印頭上之油墨完整轉印被印物上即可修改固定座更換較軟之印頭=III.移印不良狀況原因及處理方法(五)SABURDME-II不良狀況原因分析處理方法鋼版有線條無法刮除而影響印刷鋼版有刮傷受損視情況需要更換鋼版刮墨刀后退時會拖墨毛刷上墨過多而造成鋼版前方積墨太多將毛刷高度調高將油墨盤內油墨量減少鋼版無法完全刮干淨鋼版未固定成水平刀片磨損刮刀氣壓不足將鋼版固定螺孔放松將移印機印頭停置于前方將刮刀下壓后再將螺絲鎖緊但不可鎖太緊將刀片更新將刮刀壓力調高III.移印不良狀況原因及處理方法(六)SABURDME-II~THEEND~ThankYou!
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码
 1寒羽
1寒羽
本文标题:丝印移印检验通规
链接地址:https://www.777doc.com/doc-3774883 .html