您好,欢迎访问三七文档
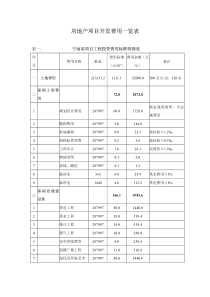
中国领先的新能源技术综合服务商酒精制造关键技术的发展与展望开始概述随着“‘十一五’期间单位国内生产总值能耗降低20%左右,主要污染物排放总量减少10%”这两个约束性指标的提出,作为高耗能、高污染的酒精行业将成为节能减排工作首先要打开的缺口之一。节约能源和资源、减少排放、综合利用、加快淘汰落后能力已成为酒精行业转变经济增长方式的主攻方向,是实现酒精行业可持续发展的必由之路。中科天元简介广东中科天元新能源科技有限公司是中国领先的新能源技术综合服务商;是乙醇、丁醇技术服务、装置供应与增值服务的供应商,其拥有完备的基于多种原料(如:玉米、木薯、红薯、甘蔗、糖蜜等)生产乙醇、丁醇的技术服务体系。中科天元依托中国科学院广州能源研究所成立“生物液体能源工程中心”;主要从事生物液体能源及环保领域相关的基础性、前瞻性和战略性的科研创新、新技术研发及验证性实验。广东中科天元新能源科技有限公司2006年荣获全球可再生能源领域最具投资价值的十大领先技术“蓝天奖”。目前在乙醇技术方面已申请国家专利10项,其中发明专利8项。专利技术与应用工程酒精五塔差压蒸馏装置及其工艺200510035598.9吉林新天龙酒精有限公司6万吨/年优级食用酒精装置;哈尔滨盛龙酒精有限公司8万吨/年特优级酒精蒸馏;等近180万吨产能。燃料乙醇脱水装置及其工艺200610035950.3罗马尼亚INTERAGRO.S.A8万吨燃料乙醇装置;泰国EVT有限公司3万吨燃料乙醇装置;松原市吉安生化有限公司20吨/年乙醇脱水装置;等近100万吨产能。专利技术与应用工程酒精生产的混合原料浓醪发酵工艺200610035452.9获联合国蓝天奖特级食用酒精六塔差压蒸馏装置及其工艺200510035346.0吉林梅河口市阜康酒精有限公司8万吨/年特级酒精装置项目;黑龙江省鹤岗兴汇粮食深加工有限公司5万吨/年特级酒精蒸馏装置;四川鸿展实业公司10万吨/年特级酒精蒸馏装置;等近30万吨产能。;专利技术与应用工程优级酒精五塔二级差压蒸馏装置及其工艺2007100305508印度尼西亚PTIndonesia公司5万吨特优级酒精蒸馏装置;江苏太仓新太酒精有限公司5万吨/年食用优级酒精蒸馏装置;吉林新天龙酒精有限公司15万吨/年特优级食用酒精装置;等近50万吨产能。糖蜜原料的酒精差压蒸馏和废液浓缩热耦合装置及其工艺200810025622.4广东中能酒精有限公司年产10万吨特级食用酒精建设工程一种以发酵醪液为原料生产无水乙醇的装置及工艺(双粗塔多效差压蒸馏技术)泰国PAI有限公司木薯原料65万升/天燃料乙醇项目松原市吉安生化有限公司15吨/年总溶剂装置;连云港联化化学品有限公司4万吨/年总溶剂装置;等近40万吨产能。技术介绍用于酒精发酵的原料主要有:谷物原料(玉米、小麦、高粱、水稻);薯类原料(甘薯、木薯、马铃薯);糖质原料(甘蔗、甜菜、糖蜜)和纤维素原料。中科天元公司不断开拓创新,在各种原料酒精生产技术方面均取得骄人的成绩。下面重点介绍一下我公司的“五塔二级差压蒸馏节能工艺”、“双粗塔多效差压蒸馏生产燃料乙醇技术”、“糖蜜原料的酒精差压蒸馏和废液浓缩热耦合装置及其工艺实现热电联产”和“以玉米(木薯)为原料特级酒精(燃料乙醇)生产的综合利用”。五塔二级差压蒸馏节能工艺•工艺流程五塔二级差压蒸馏节能工艺•工艺简述五塔二级差压蒸馏节能工艺:配备粗馏塔、水洗塔、精馏塔、甲醇塔、回收塔装置。是采用精馏塔、回收塔两塔用蒸汽供气;精馏塔的塔顶酒汽先供给水洗塔后剩余酒汽继续供给甲醇塔作为热源;水洗塔和甲醇塔的塔顶酒汽分别供热给粗馏塔作为热源;粗馏塔和回收塔的塔顶酒汽作为醪液多梯次预热热源,沸点进料。生产95.5%(V/V)优级酒精的热耦合优化节能工艺•工艺特点采用多级差压热耦合技术实现蒸馏工段各塔的能量相互匹配利用,通过DCS系统实现在线远程集中控制,从而使发酵法生产特优级食用酒精的蒸汽总消耗降到2.2~2.5吨/吨成品,比目前国内生产优级食用酒精的3.0~4.2吨蒸汽/吨成品的蒸汽消耗节省约30%以上。比本公司已有的五塔差压蒸馏专利技术节能10%左右;本发明所生产的优级食用酒精各项技术指标远低于国家规定的优级食用标准,尤其是甲醇含量只有百分之几。五塔二级差压蒸馏节能工艺•能耗对照(以优级食用酒精为例)T蒸汽/T酒精0123456最低能耗最高能耗传统常压蒸馏原有差压蒸馏本公司五塔差压蒸馏五塔二级差压蒸馏双粗塔多效差压蒸馏生产燃料乙醇技术•蒸馏工艺流程•蒸馏工艺简述双粗塔差压流程配置粗馏塔、组合塔、精馏塔,是基于精塔一塔供汽,精塔顶酒汽供热组合塔;组合塔塔顶酒汽供热粗馏塔的热耦合方案,其它热源作为醪液多梯次预热,沸点进料。生产95%(v/v)酒精的优化节能工艺。双粗塔多效差压蒸馏生产燃料乙醇技术•脱水工艺流程•脱水工艺简述分子筛床在正压条件下,从含水乙醇中吸咐水分。在负压条件下,再把分子筛中的水分脱除再生。通过分子筛吸附和再生交替循环过程,实现无水乙醇的生产。双粗塔多效差压蒸馏生产燃料乙醇技术•工艺特点采用差压热耦合技术实现蒸馏工段各塔的能量相互匹配利用,通过压力控制系统实现分子筛的微正压操作延长分子筛的使用寿命,从而使发酵法生产无水乙醇的蒸汽总消耗降到1.5~2.0吨/吨成品无水乙醇,比目前国内的常用的发酵法生产无水乙醇的2.5~3.8吨蒸汽/吨食用酒精的蒸汽消耗节省蒸汽约50%以上,节约循环水消耗约15吨/吨成品无水乙醇。•能耗对照表(以无水乙醇为例)T蒸汽/T酒精1.5~1.72.5~3.8T/T蒸汽双粗塔无水乙醇工艺国内常用方法单位项目糖蜜原料的酒精差压蒸馏和废液浓缩热耦合装置及其工艺实现热电联产•蒸馏+二段浓缩工艺流程糖蜜原料的酒精差压蒸馏和废液浓缩热耦合装置及其工艺实现热电联产•增浓缩流程糖蜜原料的酒精差压蒸馏和废液浓缩热耦合装置及其工艺实现热电联产•蒸馏+二段浓缩工艺简述该蒸馏系统各塔的供热特点:蒸馏系统是由粗塔、精塔、水洗塔、甲醇塔和回收塔组成。精馏塔用来自锅炉的一次蒸汽通过再沸器间接加热;粗塔、水洗塔由精馏塔塔顶的酒精蒸汽通过再沸器间接热;甲醇塔由水洗塔塔顶的酒精蒸汽通过再沸器间接热;粗塔酒汽去预浓缩工段;粗塔废醪预热成熟醪;精塔废水预热水洗塔淡酒后部份作为粗酒洗涤水进入水洗塔、部份再次预热进入回收塔的杂酒,精馏塔废水经过二次换热降温后排到污水站。该蒸馏系统精塔为加压操作,粗塔、水洗塔、甲醇塔和回收塔为常压操作。对酒精蒸馏的废醪根据废醪特点采用两段浓缩法处理。预浓缩用蒸馏装置的粗酒汽作热源,经三效真空蒸发预浓缩废水,制成半浓浆。增浓缩用生蒸汽作热源,经特殊设计的多效低温强制循环蒸发器增浓半浓浆,制成可供锅炉燃烧的浓浆。糖蜜原料的酒精差压蒸馏和废液浓缩热耦合装置及其工艺实现热电联产•技术优点糖蜜原料的酒精差压蒸馏和废液浓缩热耦合技术的优点是:实现蒸馏工段与废液蒸发浓缩工段的能量相互匹配利用,从而使以糖蜜原料生产优级食用酒精的蒸馏和废液浓缩处理的蒸汽总消耗降到3.0~3.6吨/吨成品酒精,节省蒸汽约30~40%,节约冷却水消耗约25吨/吨成品酒精,两级多效真空蒸发浓缩,可以延长设备结垢周期,易于检修。糖蜜原料的酒精差压蒸馏和废液浓缩热耦合装置及其工艺实现热电联产•废液焚烧锅炉+发电(热电联产)糖蜜原料的酒精差压蒸馏和废液浓缩热耦合装置及其工艺实现热电联产•废液焚烧锅炉+发电(热电联产)工艺简述从增浓装置出来的浓浆液,浓度达65-68%后,进废液锅炉进行焚烧处理,经过锅炉受热面吸收后产生3.82Mpa,450℃的过热蒸汽,废液锅炉由于受热面吸热效率低,炉体占地是普通锅炉的二倍。燃烧后产生的蒸汽带动汽轮发电机组发电,汽轮机尾气供增浓装置和蒸馏装置使用,汽轮机所发电供两套浓缩装置和蒸馏装置使用。注:传统浓缩工艺吨糖蜜酒精废液(浓到65%)处理用汽为2.5吨,用此工艺只用汽约1.2吨。糖蜜原料的酒精差压蒸馏和废液浓缩热耦合装置及其工艺实现热电联产•优级酒精方案水汽电消耗指标2884.0热电产出231174124.1小计73840.2焚烧锅炉间54701.1增浓缩装置4410预浓缩装置3308652.8蒸馏240408030预处理发酵1电kw/h低温水m3/t循环水m3/t一次水m3/t蒸汽t/t名称由以上数据可见,由浓浆组成的生物质燃料产生的蒸汽未能完全满足浓缩装置和蒸馏用汽,但所发电可完全满足自用且有余量去其它装置用。采用此热电方案经济合理,即解决了环保问题,又经济效益明显。以玉米(木薯)为原料酒精(燃料乙醇)生产的综合利用•玉米原料综合利用工艺流程图以玉米(木薯)为原料酒精(燃料乙醇)生产的综合利用•玉米原料综合利用工艺简述预处理:半干法提胚榨油(半干法提胚工艺出油率较高、能耗低、无污染,设备投资少,投资回收期短,生产成本低,是在工艺中首选方案。)、粉碎拌料。液糖化发酵:最新双酶液糖化工艺、液化醪真空冷却,全部回收液化闪蒸热;降低糖化率,减少染菌发生;浓醪连续发酵。蒸馏:特级食用酒精六塔差压蒸馏工艺(本公司有专利)DDGS:固形物分离(DDG);分离液的浓缩(DDS);固形物与浓缩液混合干燥(DDGS);清液回用;造粒打包。CO2:净化、液化、提纯、贮存。污水处理:IC厌氧反应产生沼气,沼气进锅炉作为燃料以玉米(木薯)为原料酒精(燃料乙醇)生产的综合利用•玉米原料综合利用工艺特点(1)生产过程中只消耗玉米中的淀粉,玉米中的其他成分如蛋白质、脂肪等被白白地浪费掉,同时也成为最大污染源。大量的脂肪存在给发酵的过程控制带来一些不利的影响,如发酵液面被厚厚的油层覆盖,酵母的新陈代谢所释放出的CO2气体不能及时被释放,造成醪液酸度增大,发酵液糖度损失增大及发酵不彻底,直接影响发酵产品的产量。所以采用提胚榨油工艺不仅解决了发酵环节的不利影响,而且大大提高了附加值。(2)采用浓醪发酵优点:分离费用低,降低能耗。经验表明,醪液最终酒度每增加1度,生产1t乙醇蒸汽用量将减少0.3t。节约工艺用水;降低蒸馏损失,提高乙醇提取收率;降低DDDS的生产成本,提高其出率;减少废水量,降低废水处理费用;发酵速度快,提高设备利用率。(3)本六塔差压蒸馏装置和工艺加强了对酒液的除杂作用,可以稳定的生产特级食用酒精,其汽耗为2.2~2.3吨/吨成品酒,节能效果比现有技术汽耗2.7~2.8吨/吨成品酒,节约近15%~21%。(4)玉米DDGS不仅具有高蛋白和高有效磷含量等特点,还包含发酵过程中融入的酵母营养成分及活性分子,是一种营养丰富的蛋白饲料。与玉米营养成分相比,玉米DDGS粗蛋白是玉米的301.06%,赖氨酸是玉米的226.92%,有效磷是玉米的420%。以玉米(木薯)为原料酒精(燃料乙醇)生产的综合利用•木薯原料综合利用工艺流出图薯类原料燃料乙醇生产原理是利用木薯中的淀粉经糊化、液化、糖化、发酵、蒸馏、脱水等过程完成的。以玉米(木薯)为原料酒精(燃料乙醇)生产的综合利用•糟液全渣生化处理回收沼气能效平衡图以玉米(木薯)为原料酒精(燃料乙醇)生产的综合利用•污水处理工艺介绍本车间处理的废水主要来源于生产车间发酵醪蒸馏后的废液,由于酒精发酵过程中,酵母代谢产生乙醇同时,也代谢产生多种高级醇、及各类酯、酸等,这种有机物质中的高沸点物质,在蒸馏分离时,高于乙醇沸点,随塔底的废水排出。所以废水中各种有机物种类多且含量高,COD含量高达55000—60000mg/l,并由于发酵中又加硫酸,废水治理难度较大。但这些有机物质,均以农副产品为原料,系微生物的代谢产物,废水的可生化性较好。生产酒精产生的酒糟固形物含量约占醪液的7-10%。本工艺采用二段厌氧;二段好氧;化学混凝;气浮等方法,效果良好。以玉米(木薯)为原料酒精(燃料乙醇)生产的综合利用•污水处理工艺介绍厌氧:全渣二级厌氧工艺。按以上厌氧处理的条件要求,本处理工艺选择二级厌氧工艺,第一级厌氧采用高温全混合厌氧,第二级采用IC中温厌氧,以确保厌氧处理后出水COD小于800mg/L。好氧:生物接触氧化工艺。生物接触氧化法为目前首选的好氧工艺。它是在传统的好氧活性污泥法工艺的改进,反应
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码



 qq5201988
qq5201988
本文标题:酒精会报告材料
链接地址:https://www.777doc.com/doc-381100 .html