您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 信息化管理 > 粉末冶金常见问题解决方案
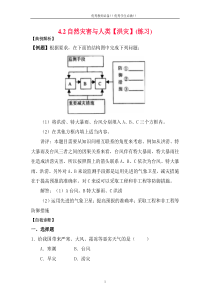
第三节粉末冶金成形件的缺陷分析如果粉末冶金制品结构设计不合理,或成形工艺不当等原因,成形件产生的各种各样的缺陷,见表4-18。表4-18成形件的缺陷分析缺陷形式简图产生原因(黑体字为结构原因)改进措施局部密度超差中间密度过低侧面积过大;模壁粗糙;模壁润滑差;粉料压制性差改用双向磨擦压制;减小模壁粗糙度;在模壁上或粉料中加润滑剂一端密度过低长细比或长厚比过大;模壁粗糙;模壁润滑差;粉料压制性差改用双向压;减小模壁粗糙度;在模壁上或粉料中加润滑剂密度高或低补偿装粉不恰当调节补偿装粉量薄壁处密度低局部长厚比过大,单向压不适用采用双向压制;减小模壁粗糙度;模壁局部加添加剂裂纹拐角处裂纹补偿装粉不恰当;粉料压制性能差;脱模方式不对调整补偿装粉;改善粉料压制性;采用正确脱模方式,;带外台产品,应带压套,用压套先脱凸缘侧面龟裂阴模内孔沿脱模方向尺寸变小。如加工中的倒锥,成形部位已严重磨损,出口处有毛刺;粉料中石墨粉偏析分层;压制机上下台面不平,或模具垂直度和平行度超差;粉末压制性差阴模沿脱模方向加工出脱模锥度;粉料中加些润滑油,避免石墨偏析;改善压机和模具的平直度;改善粉料压制性能对角裂纹模具刚性差;压制压力过大;粉料压制性能差增大阴模壁厚,改用圆形模套;改善粉料压制性,降低压制压力(达相同密度)皱纹︵即轻度重皮︶内台拐角皱纹大孔芯棒过早压下,端台先已成形,薄壁套继续压制时,粉末流动冲破已成形部位,又重新成形,多次反复则出现皱纹加大大孔芯棒最终压下量,适当降低薄壁部位的密度;适当减小拐角处的圆角外球面皱纹压制过程中,已成形的球面,不断地被流动粉末冲破,又不断重新成形的结果适当降低压坯密度;采用松装比重较大的粉末;最终滚压消除;改用弹性模压制过压皱纹局部单位压力过大,已成形处表面被压碎,失去塑性,进一步压制时不能重新成形合理补偿装粉避免局部过压;改善粉末压制性能缺角掉边掉棱角密度不均,局部密度过低;脱模不当,如脱模时不平直,模具结构不合理,或脱模时有弹跳;存放搬动碰伤改进压制方式,避免局部密度过低;改善脱模条件;操作时细心侧面局部剥落镶拼阴模接缝处离缝;镶拼阴模接缝处倒台阶,压坯脱模时必然局部有剥落(即球径大于柱径,或球与柱不同心)拼模时应无缝;拼缝处只许有不影响脱模的台阶,(即图中球部直径可小一些,但不得大,且要求球与柱同心)表面划伤模腔表面粗糙度大,或硬度低;模壁产生模瘤;模腔表面局部被啃或划伤提高模壁的硬度、减小粗糙度;消除模瘤,加强润滑尺寸超差――模具磨损过大;工艺参数选择不合理采用硬质合金模;调整工艺参数不同心度超差――模具安装调中差;装粉不均;模具间隙过大;模冲导向段短调模对中要好;采用振动或吸入式装粉;合理选择间隙;增长模冲导向部分
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码
 ws908h1
ws908h1
本文标题:粉末冶金常见问题解决方案
链接地址:https://www.777doc.com/doc-3998239 .html