您好,欢迎访问三七文档
当前位置:首页 > 电子/通信 > 电子设计/PCB > SMT制程教育训练 195页 3.7M ppt版
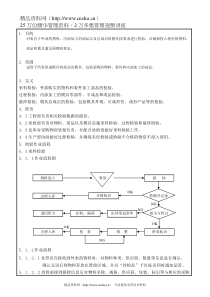
2020/2/28技轉課1SMT製程教育訓練2020/2/28技轉課2目錄什麼是SMA?SMT工藝流程ScreenPrinterMOUNTREFLOWAOIESDWAVESOLDERSMTTesterSMACleanSMTInspectionspec.2020/2/28技轉課3什麼是SMA?SMA(SurfaceMountAssembly)的英文縮寫,中文意思是表面貼裝工程。是新一代電子組裝技術,它將傳統的電子元器件壓縮成為體積只有幾十分之一的器件。表面安裝不是一個新的概念,它源於較早的工藝,如平裝和混合安裝。電子線路的裝配,最初採用點對點的佈線方法,而且根本沒有基片。第一個半導體器件的封裝採用放射形的引腳,將其插入已用於電阻和電容器封裝的單片電路板的通孔中。50年代,平裝的表面安裝元件應用于高可靠的軍方,60年代,混合技術被廣泛的應用,70年代,受日本消費類電子產品的影響,無源元件被廣泛使用,近十年有源元件被廣泛使用。2020/2/28技轉課4什麼是SMA?SurfacemountThrough-hole與傳統工藝相比SMA的特點:高密度高可靠小型化低成本生產的自動化2020/2/28技轉課5SMT流程一、單面組裝:來料檢測=絲印焊膏(點貼片膠)=貼片=烘乾(固化)=回流焊接=清洗=檢測=返修二、雙面組裝;A:來料檢測=PCB的A面絲印焊膏(點貼片膠)=貼片=烘乾(固化)=A面回流焊接=清洗=翻板=PCB的B面絲印焊膏(點貼片膠)=貼片=烘乾=回流焊接(最好僅對B面=清洗=檢測=返修)此工藝適用於在PCB兩面均貼裝有PLCC等較大的SMD時採用。最最基礎的東西2020/2/28技轉課6B:來料檢測=PCB的A面絲印焊膏(點貼片膠)=貼片=烘乾(固化)=A面回流焊接=清洗=翻板=PCB的B面點貼片膠=貼片=固化=B面波峰焊=清洗=檢測=返修)此工藝適用於在PCB的A面回流焊,B面波峰焊。在PCB的B面組裝的SMD中,只有SOT或SOIC(28)引腳以下時,宜採用此工藝。三、單面混裝工藝:來料檢測=PCB的A面絲印焊膏(點貼片膠)=貼片=烘乾(固化)=回流焊接=清洗=插件=波峰焊=清洗=檢測=返修SMT流程2020/2/28技轉課7四、雙面混裝工藝:A:來料檢測=PCB的B麵點貼片膠=貼片=固化=翻板=PCB的A面插件=波峰焊=清洗=檢測=返修先貼後插,適用於SMD元件多於分離元件的情況B:來料檢測=PCB的A面插件(引腳打彎)=翻板=PCB的B麵點貼片膠=貼片=固化=翻板=波峰焊=清洗=檢測=返修先插後貼,適用於分離元件多於SMD元件的情況C:來料檢測=PCB的A面絲印焊膏=貼片=烘乾=回流焊接=插件,引腳打彎=翻板=PCB的B麵點貼片膠=貼片=固化=翻板=波峰焊=清洗=檢測=返修A面混裝,B面貼裝。SMT流程2020/2/28技轉課8D:來料檢測=PCB的B麵點貼片膠=貼片=固化=翻板=PCB的A面絲印焊膏=貼片=A面回流焊接=插件=B面波峰焊=清洗=檢測=返修A面混裝,B面貼裝。先貼兩面SMD,回流焊接,後插裝,波峰焊E:來料檢測=PCB的B面絲印焊膏(點貼片膠)=貼片=烘乾(固化)=回流焊接=翻板=PCB的A面絲印焊膏=貼片=烘乾=回流焊接1(可採用局部焊接)=插件=波峰焊2(如插裝元件少,可使用手工焊接)=清洗=檢測=返修A面貼裝、B面混裝。SMT流程2020/2/28技轉課9ScreenPrinterMountReflowAOISMT流程2020/2/28技轉課10SolderpasteSqueegeeStencilScreenPrinterSTENCILPRINTINGScreenPrinter內部工作圖2020/2/28技轉課11ScreenPrinterScreenPrinter的基本要素:Solder(又叫锡膏)經驗公式:三球定律至少有三個最大直徑的錫珠能垂直排在鋼板的厚度方向上至少有三個最大直徑的錫珠能水準排在鋼板的最小孔的寬度方向上單位:錫珠使用米制(Micron)度量,而鋼板厚度工業標準是美國的專用單位Thou.(1m=1*10-3mm,1thou=1*10-3inches,25mm1thou)判斷錫膏具有正確粘度的一種經濟和實際的方法:攪拌錫膏30秒,挑起一些高出容器三,四英寸,錫膏自行下滴,如果開始時象稠的糖漿一樣滑落,然後分段斷裂落下到容器內為良好。反之,粘度較差。2020/2/28技轉課12ScreenPrinter錫膏的主要成分:成分焊料合金粉末助焊劑主要材料作用Sn/PbSn/Pb/Ag活化劑增粘劑溶劑搖溶性附加劑SMD與電路的連接松香,甘油硬脂酸脂鹽酸,聯氨,三乙醇酸金屬表面的淨化松香,松香脂,聚丁烯淨化金屬表面,與SMD保持粘性丙三醇,乙二醇對焊膏特性的適應性Castor石臘(臘乳化液)軟膏基劑防離散,塌邊等焊接不良2020/2/28技轉課13Squeegee(又叫刮板或刮刀)菱形刮刀拖裙形刮刀聚乙烯材料或類似材料金屬10mm45度角SqueegeeStencil菱形刮刀ScreenPrinter拖裙形刮刀SqueegeeStencil45-60度角2020/2/28技轉課14Squeegee的壓力設定:第一步:在每50mm的Squeegee長度上施加1kg的壓力。第二步:減少壓力直到錫膏開始留在範本上刮不乾淨,在增加1kg的壓力第三步:在錫膏刮不乾淨開始到掛班沉入絲孔內挖出錫膏之間有1-2kg的可接受範圍即可達到好的印製效果。ScreenPrinterSqueegee的硬度範圍用顏色代號來區分:verysoft紅色soft綠色hard藍色veryhard白色2020/2/28技轉課15Stencil(又叫網板或鋼板):StencilPCBStencil的梯形開口ScreenPrinterPCBStencilStencil的刀鋒形開口鐳射切割鋼板和電鑄成行鋼板化學蝕刻鋼板2020/2/28技轉課16ScreenPrinter鋼板製造技術化學蝕刻鋼板電鑄成行鋼板鐳射切割鋼板简介优点缺点在金屬箔上塗抗蝕保護劑用銷釘定位感光工具將圖形曝光在金屬箔兩面,然後使用雙面工藝同時從兩面腐蝕金屬箔通過在一個要形成開孔的基板上顯影刻膠,然後逐個原子,逐層地在光刻膠周圍電鍍出範本直接從客戶的原始Gerber資料產生,在作必要修改後傳送到鐳射機,由鐳射光束進行切割成本最低周轉最快形成刀鋒或沙漏形狀縱橫比1.5:1提供完美的工藝定位沒有幾何形狀的限制改進錫膏的釋放要涉及一個感光工具電鍍工藝不均勻失去密封效果密封塊可能會去掉縱橫比1:1錯誤減少消除位置不正機會鐳射光束產生金屬熔渣造成孔壁粗糙縱橫比1:1鋼板(Stencil)製造技術:2020/2/28技轉課17ScreenPrinter鋼板(Stencil)材料性能的比較:性能抗拉強度耐化學性吸水率網目範圍尺寸穩定性耐磨性能彈性及延伸率連續印次數破壞點延伸率油量控制纖維粗細價格不鏽鋼尼龍聚脂材質極高極好不吸水30-500極佳差(0.1%)2萬40-60%差細高中等好24%16-400差中等極佳(2%)4萬20-24%好較粗低高好0.4%60-390中等中等佳(2%)4萬10-14%好粗中極佳2020/2/28技轉課18ScreenPrinter錫膏印刷缺陷分析:問題及原因對策1.搭錫BRIDGING錫粉量少、粘度低、粒度大、室溫度、印膏太厚、放置壓力太大等。(通常當兩焊墊之間有少許印膏搭連,於高溫熔焊時常會被各墊上的主錫體所拉回去,一旦無法拉回,將造成短路或錫球,對細密間距都很危險)。•提高錫膏中金屬成份比例(提高到88%以上)。•增加錫膏的粘度(70萬CPS以上)•減小錫粉的粒度(例如由200目降到300目)•降低環境的溫度(降至27OC以下)•降低所印錫膏的厚度(降至架空高度SNAP-OFF,減低刮刀壓力及速度)•加強印膏的精准度。•調整印膏的各種施工參數。•減輕零件放置所施加的壓力。•調整預熱及熔焊的溫度曲線。2020/2/28技轉課19問題及原因對策2.發生皮層CURSTING由於錫膏助焊劑中的活化劑太強,環境溫度太高及鉛量太多時,會造成粒子外層上的氧化層被剝落所致.3.膏量太多EXCESSIVEPASTE原因與“搭橋”相似.•避免將錫膏暴露於濕氣中.•降低錫膏中的助焊劑的活性.•降低金屬中的鉛含量.•減少所印之錫膏厚度•提升印著的精准度.•調整錫膏印刷的參數.錫膏印刷缺陷分析:ScreenPrinter2020/2/28技轉課20錫膏印刷缺陷分析:ScreenPrinter問題及原因對策4.膏量不足INSUFFICIENTPASTE常在鋼板印刷時發生,可能是網布的絲徑太粗,板膜太薄等原因.5.粘著力不足POORTACKRETENTION環境溫度高風速大,造成錫膏中溶劑逸失太多,以及錫粉粒度太大的問題.•增加印膏厚度,如改變網布或板膜等.•提升印著的精准度.•調整錫膏印刷的參數.•消除溶劑逸失的條件(如降低室溫、減少吹風等)。•降低金屬含量的百分比。•降低錫膏粘度。•降低錫膏粒度。•調整錫膏粒度的分配。2020/2/28技轉課21錫膏印刷缺陷分析:ScreenPrinter問題及原因對策6.坍塌SLUMPING原因與“搭橋”相似。7.模糊SMEARING形成的原因與搭橋或坍塌很類似,但印刷施工不善的原因居多,如壓力太大、架空高度不足等。•增加錫膏中的金屬含量百分比。•增加錫膏粘度。•降低錫膏粒度。•降低環境溫度。•減少印膏的厚度。•減輕零件放置所施加的壓力。•增加金屬含量百分比。•增加錫膏粘度。•調整環境溫度。•調整錫膏印刷的參數。2020/2/28技轉課22ScreenPrinter在SMT中使用無鉛焊料:在前幾個世紀,人們逐漸從醫學和化學上認識到了鉛(PB)的毒性。而被限制使用。現在電子裝配業面臨同樣的問題,人們關心的是:焊料合金中的鉛是否真正的威脅到人們的健康以及環境的安全。答案不明確,但無鉛焊料已經在使用。歐洲委員會初步計畫在2004年或2008年強制執行。目前尚待批准,但是電子裝配業還是要為將來的變化作準備。2020/2/28技轉課23無鉛錫膏熔化溫度範圍:ScreenPrinter無鉛焊錫化學成份48Sn/52In42Sn/58Bi91Sn/9Zn93.5Sn/3Sb/2Bi/1.5Cu95.5Sn/3.5Ag/1Zn93.3Sn/3.1Ag/3.1Bi/0.5Cu99.3Sn/0.7Cu95Sn/5Sb65Sn/25Ag/10Sb96.5Sn/3.5Ag熔點範圍118°C共熔138°C共熔199°C共熔218°C共熔218~221°C209°~212°C227°C232~240°C233°C221°C共熔說明低熔點、昂貴、強度低已制定、Bi的可利用關注渣多、潛在腐蝕性高強度、很好的溫度疲勞特性高強度、好的溫度疲勞特性高強度、好的溫度疲勞特性高強度、高熔點好的剪切強度和溫度疲勞特性摩托羅拉專利、高強度高強度、高熔點97Sn/2Cu/0.8Sb/0.2Ag226~228°C高熔點2020/2/28技轉課24ScreenPrinter無鉛焊接的問題和影響:無鉛焊接的問題無鉛焊接的影響生產成本元件和基板方面的開發回流爐的性能問題生產線上的品質標準無鉛焊料的應用問題無鉛焊料開發種類問題無鉛焊料對焊料的可靠性問題最低成本超出45%左右高出傳統焊料攝氏40度焊接溫度提升品質標準受到影響稀有金屬供應受限制無鉛焊料開發標準不統一焊點的壽命缺乏足夠的實驗證明2020/2/28技轉課25MOUNT表面貼裝對PCB的要求:第一:外觀的要求,光滑平整,不可有翹曲或高低不平,否則基板會出現裂紋、傷痕、鏽斑等不良。第二:熱膨脹係數的關係,元件小於3.2*1.6mm時只遭受部分應力,元件大於3.2*1.6mm時,必須注意。第三:導熱係數的關係。第四:
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码





 mmmmmm32
mmmmmm32
本文标题:SMT制程教育训练 195页 3.7M ppt版
链接地址:https://www.777doc.com/doc-4050669 .html