您好,欢迎访问三七文档
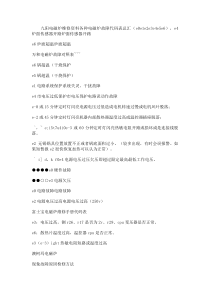
HI-TECHCABLETECHNOLOGYLTD潜在的失效模式及后果分析(过程FMEA)Page1of6项目名称GMTCHMSLHarnessPFMEA编号WI-FME-001核准车型年/车辆类型(或产品型号)16533071过程责任部门工程部关键日期2005-03-05编制核心小组PFMEA日期编制日期2005-02-20修订日期过程功能要求潜在失效模式潜在失效后果严重度S级别潜在失效起因/机理频度O现行过程控制预防现行过程控制探测探测度D风险顺序数RPN建议措施责任及目标完成日期措施结果采取的措施严重度S频度O探测度D风险顺序数RPN1﹑裁线/剥皮裁线长度不正确太长或太短,配线操作困难4机器超速运行/安装不正确/操作员疏忽4维护保养/点检品管巡检/操作员自检348检查和评估现有的控制方法生产部剥皮长度不正确端子铆线困难4机器超速运行/安装不正确/操作员疏忽3维护保养/点检检查机器设置/巡检及自检336入线乱裁线困难4装线盆入线不正确3用正确的装线盆/架操作员检验336绝缘破皮,导线断线端子铆线困难/导通测试不良4*裁线机故障/刀片设置太低/刀片用旧;*短路或开路5维护保养/点检100%检查2402﹑压端子端子变形铆线端子插入壳仔困难6送料爪的变化导致端子经导流板时不正确2加大清洁/润滑端子机活动部门的频次PQC每小时巡检/操作员自检336检查和评估现有的控制方法工程部铆线端子插入壳仔后不合格6端子在导流板卡住而被硬拉出铆线2加大清洁/润滑端子机活动部位的频次PQC每小时巡检/操作员自检336检查和评估现有的控制方法工程部/品管部/生产部HI-TECHCABLETECHNOLOGYLTD潜在的失效模式及后果分析(过程FMEA)Page2of6项目名称GMTCHMSLHarnessPFMEA编号WI-FME-001核准车型年/车辆类型(或产品型号)16533071过程责任部门工程部关键日期2005-03-05编制核心小组PFMEA日期编制日期2005-02-20修订日期过程功能要求潜在失效模式潜在失效后果严重度S级别潜在失效起因/机理频度O现行过程控制预防现行过程控制探测探测度D风险顺序数RPN建议措施责任及目标完成日期措施结果采取的措施严重度S频度O探测度D风险顺序数RPN拉力不够端子铆线不正确8▲模座/刀座松动2维护保养/控制正确的C/H每小时拉力测试;巡检348工程部/品管部千分尺测试CH,执行MSA82236铆上未剥皮的电线导通测试NG10裁线刀设置不合理2依裁线机操作手册设置240工程部对裁线机进行维护/点检102120导线轮设置不合理2设定适当的压力240102120裁线机故障2经常维护保养巡检及自检240生产部102120刀片磨损2评估刀片使用寿命巡检及自检240工程部1021203﹑端子插入装配/插入端子变形端子插入壳仔困难或插入端子不正确导致5装配时用力过猛2培训操作员自检/巡检440检查和评估现有的控制方法生产部/品管部5压端操作疏忽24405偶然发现其它机台金属物飞入2440HI-TECHCABLETECHNOLOGYLTD潜在的失效模式及后果分析(过程FMEA)Page3of6项目名称GMTCHMSLHarnessPFMEA编号WI-FME-001核准车型年/车辆类型(或产品型号)16533071过程责任部门工程部关键日期2005-03-05编制核心小组PFMEA日期编制日期2005-02-20修订日期过程功能要求潜在失效模式潜在失效后果严重度S级别潜在失效起因/机理频度O现行过程控制预防现行过程控制探测探测度D风险顺序数RPN建议措施责任及目标完成日期措施结果采取的措施严重度S频度O探测度D风险顺序数RPN端子插入壳仔位置不正确导通测试开路或短路8未执行拉力测试/拉力不够2订定作业标准并培训操作人员自检/互检/标准为1~1.5KG(手感)348检查和评估现有的控制方法工程部不定期对操作员进行手感力度测试822328铆线端子插入深度不够2增强对手动冲压控制自检/互检232生产部加强现场管理人员/品管人员的监督力度8铆线端子插错壳仔2培训操作人员/检查人员依受控图作业/100%导通测试2328铆线端子插错壳仔模穴2培训操作人员/检查人员依受控图作业/100%导通测试2324﹑注胶注胶过多影响外观/车灯插入作业困难5射出胶量调整不正确/射出时间过长/注胶空气工作压力不符合要求2依计划对注胶机进行维护保养依照比率8621-3:8621=10:7自动进行配比;设置稳定的空气压力220检查和评估现有的控制方法工程部HI-TECHCABLETECHNOLOGYLTD潜在的失效模式及后果分析(过程FMEA)Page4of6项目名称GMTCHMSLHarnessPFMEA编号WI-FME-001核准车型年/车辆类型(或产品型号)16533071过程责任部门工程部关键日期2005-03-05编制核心小组PFMEA日期编制日期2005-02-20修订日期过程功能要求潜在失效模式潜在失效后果严重度S级别潜在失效起因/机理频度O现行过程控制预防现行过程控制探测探测度D风险顺序数RPN建议措施责任及目标完成日期措施结果采取的措施严重度S频度O探测度D风险顺序数RPN注胶不足易漏水6射出胶量调整不正确/射出时间过短/注胶空气工作压力不符合要求2依计划对注胶机进行维护保养调整注胶比率/调整注胶时间/保持稳定的空气压力224检查和评估现有的控制方法工程部5﹑固化及晾干固化及晾干时间不足装配后易发生泄漏6晾干时间少于48H3增加晾线车,分区域放置组长或专人记录控制236检查和评估现有的控制方法生产部6机器设置问题2定期维护保养依照注胶机操作说明224工程部6﹑缠胶布胶布缠错位置或胶布尺寸不正确线束装入车辆时困难或安装失败/影响电线包扎尺寸5操作员不了解图面要求的缠胶布位置2培训操作人员并重点标注图面要求依照图面规定操作/100%外观检验330检查和评估现有的控制方法生产部HI-TECHCABLETECHNOLOGYLTD潜在的失效模式及后果分析(过程FMEA)Page5of6项目名称GMTCHMSLHarnessPFMEA编号WI-FME-001核准车型年/车辆类型(或产品型号)16533071过程责任部门工程部关键日期2005-03-05编制核心小组PFMEA日期编制日期2005-02-20修订日期过程功能要求潜在失效模式潜在失效后果严重度S级别潜在失效起因/机理频度O现行过程控制预防现行过程控制探测探测度D风险顺序数RPN建议措施责任及目标完成日期措施结果采取的措施严重度S频度O探测度D风险顺序数RPN7﹑装扣钩漏装扣钩/扣钩装的位置不正确线束装入车辆时困难或安装失败6操作员未依规定操作3培训操作人员并重点标注图面要求依照图面规定操作/100%外观检验254检查和评估现有的控制方法生产部6扣钩插入的深度不充分2培训操作人员并重点标注图面要求依照图面规定操作/100%外观检验3368﹑导通测试导通测试NG灯炮装入时出现故障9▲铆线端子松脱3进行维护保养/日常点检测试通过显示合格和不通过显示不合格254检查和评估现有的控制方法生产部进行小样法MSA922369▲测试机架故障/测试针故障2进行维护保养/日常点检测试通过显示合格和不通过显示不合格236检查和评估现有的控制方法生产部进行设备维护91218漏测试不导通9▲操作员作业疏忽2训练操作员由熟练的工人进行操作236检查和评估现有的控制方法生产部常训练操作人员92118误测不导通9▲测试机架故障/测试针故障2进行维护保养/日常点检操作员自检/品管每小时巡检236生产部进行设备维护92118HI-TECHCABLETECHNOLOGYLTD潜在的失效模式及后果分析(过程FMEA)Page6of6项目名称GMTCHMSLHarnessPFMEA编号WI-FME-001核准车型年/车辆类型(或产品型号)16533071过程责任部门工程部关键日期2005-03-05编制核心小组PFMEA日期编制日期2005-02-20修订日期过程功能要求潜在失效模式潜在失效后果严重度S级别潜在失效起因/机理频度O现行过程控制预防现行过程控制探测探测度D风险顺序数RPN建议措施责任及目标完成日期措施结果采取的措施严重度S频度O探测度D风险顺序数RPN9﹑尺寸/外观检查尺寸检查不正确灯炮装配线束时困难5检查图面脏污或褪色未及时更换3根据图面及相关作业指导书或检验规范要求进行检验230检查和评估现有的控制方法生产部/品管部5检查方法错误323010﹑包扎标签标签贴错地方引起客户投诉/不利于追溯5操作员作业疏忽2培训作业员依图面及作业指导书规定执行220检查和评估现有的控制方法生产部用错标签引起客户投诉/不利于追溯5操作员作业疏忽2培训作业员作业员自检/FQC全检220生产部11﹑产品包装包错纸箱发错产品到客户;客户投诉6操作员作业疏忽2培训作业员严格依照作业指导书/操作员自检/QA100%检验224检查和评估现有的控制方法生产部/品管部贴错LABLE62224包错数量62224注胶壳仔粘在一起粘在一起分不开6注胶壳仔偶然面对面相碰3依规范每5条一袋且一条一条摆平放置,一层60条,一箱300条,236生产部
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码




 hiphopcs
hiphopcs
本文标题:PFMEA 案例
链接地址:https://www.777doc.com/doc-414120 .html