您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 质量控制/管理 > 量测系统分析(MSA)
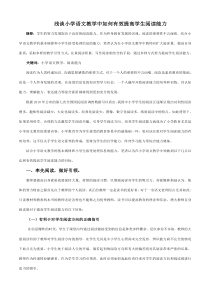
量測系統分析(MSA)在汽車工業的生產環境中,許多評價量測系統的統計方法被廣泛的應用,其中包括:再現性(Repeatability),再生性(Reproducibility)、精確度(Accuracy)、穩定性(Stability)、與線性(Linearity)等。最常使用者為量具的再現性與再生性(GaugeR&R,GaugeRepeatabilityandReproducibility)的評價法。評價一個量測系統的能力時,需要考慮三個基本問題。此量測系統的鑑別力(Discrimination)是否足夠?此量測系統是否會隨著時間的變化呈現不穩定的現象?測量的誤差(或變異)是否非常小?若量具(gauge)的最小測量單位太大,以至於無法偵測製程的變異,則我們稱之為缺乏鑑別力,量測系統是否有足夠的鑑別能力可以用管制圖(ControlCharts)來判定。量測系統的評價法量具準確度(ACCURACY)準確度是指量測平均值與真值之差,真值可藉各種可得之最準確的量測設備之數次量測值之平均而得。真值準確度量測平均值名詞定義:•量具(Gauge):任何用來產生數據的設備或工具。•量測系統(MeasurementSystem):操作程序、操作環境、量具、軟體與人員等用以測量品質特性數據的組合。量測系統的統計性質量測系統的品質是依照其統計上的性質加以評價,理想的量測系統通常是指擁有零偏量(Zerobias)與零變異(ZeroVariance)的統計性質。雖然各不同的量測系統可能各有其特定的統計性質,但是都必須滿足下列規則:a.依照統計觀點,量測系統必須在控制之中。b.與製程的變異相比較,量測系統的變異必須很小。c.與規格相比較,量測系統的變異必須很小。d.量具的最小刻度增量必須比製程變異或規格為小,通常要求此最小度的增量必須小於製程的變異或規格的1/10。量測系統通則評價一個量測系統是否適合其測量的功能,通常必須經過二階段:1.依照統計性質測試量測系統是否符合任務的要求,若測試結果可以接受則此系統可以繼續使用;若無法接受,則此系統須校正或更換。2.每隔一段時間,量測系統必須重覆測試其統計性質的適當性,不論是否有定期的請專人校正或維護量測系統,統計測試的程序仍須定期舉行,否則根本不知道請專人校正或維護的效果如何。量測系統的統計測試程序必須完整的記錄下來,並建立檔案。量具再現性(REPEATABILITY)再現性是指一種量具,一位作業者,當多次量測相同零件之指定特性時所得之變異。再生性量具再生性(REPRODUCIBILITY)再生性是指不同作業者使用相同量具,當量測相同產品之特性時,量測平均值之變異。再生性操作者A操作者B操作者C量具穩定性(STABILITY)-穩定性是指在不同時間,一量具在量測相同樣件時所得之量測平均值之差,或指相同樣件在量測一單一特性時經過延伸時期所得之全變異。時間2時間1穩定性量具線性(LINEARITY)-線性是指量具在預期作業範圍內準確值之差異。基準值較小的偏差基準值較大的偏差量測平均值(低量程)量測平均值(高量程)基準值量測值無偏差偏差線性(變化的線性偏差)進行GaugeR&R前的考慮重點在進行GaugeR&R試驗之前﹐操作員的人數、被測量的零件數目、每一個零件被反覆測量的次數、被測量的零件特性、與測量的環境都必須先行決定。通常考慮重點如下:操作員:隨機選取幾個使用量具的操作員。這可以讓我們評估量具對不同操作員的敏感度。零件:自同一規格的零件中隨機選取5到10個零件進行測量。反覆測量的次數:每一個零件的量測特性被每一個操作員反覆測量至少二次。假設我們有三個操作員、十個零件,每個零件被每一個操作員測量二次,則所測量出的數據可以填入附表量測系統研究之準備在執行量測系統研究之前應有足夠的規劃及準備,在執行研究前一般的準備如下:1.方法在使用前應先予確認。2.應預先決定操作員人數、樣本數及重複量測次數,其考慮的因素,如:a.重要尺寸:重要尺寸因量具研究估計可信度需求之理由,需較多的零件或量測次數。b.零件結構:原材料或重型零件,需少樣本多次量測。3.如果可能,應自日常使用此量具的操作員中選擇測試者。4.樣本應在能代表整個作業範圍的製程中挑選。5.量具的刻度應能直接讀取特性的預期製程變異的1/10值。例如,此特性的變異為0.001,則儀器可直接讀取的刻度應不大於0.0001。GageRepeatabilityandReproducibilityDataSheetAppraisr/Part:AverageTrial123456789101A10.651.000.850.850.551.000.950.851.000.600.83220.601.000.800.950.451.000.950.801.000.700.8334Average0.631.000.830.900.501.000.950.831.000.65Xa=0.835Range0.050.000.050.100.100.000.000.050.000.10Ra=0.056B10.551.050.800.800.401.000.950.751.000.550.79720.550.950.750.750.401.050.900.700.950.500.7589Average0.551.000.780.780.401.030.930.730.980.53Xb=0.7710Range0.000.100.050.050.000.050.050.050.050.05Rb=0.0511C10.501.050.800.800.451.000.950.801.050.850.831220.551.000.800.800.501.050.950.801.050.800.831314Average0.531.030.800.800.481.030.950.801.050.83Xc=0.8315Range0.050.050.000.000.050.050.000.000.000.05Rc=0.0316PartX=0.81Average(Xp)0.571.010.800.830.461.020.940.781.010.67Rp=0.5617〔Ra=0.05〕+〔Rb=0.05〕+〔Rc=0.03〕/3=R=0.0418〔MaxX=0.83〕-〔MinX=0.77〕=XDIFF0.0619〔R=0.04〕x〔D4=3.27〕*=UCLR0.1320〔R=0.04〕x〔D4=0.00〕*=LCLR0.00GageRepeatabilityandReproducibilityReportPartNo.andNameGageNameDate:Characteristics:GageNo.Performedby:Specification:GageType:Fromdatesheet:R=0.04XDIFF=0.06Rp=0.56MeasurementUnitAnalysis%TotalVariation(TV)Repeatability-EquipmentVariation(EV)EV=RxK1%EV=100(EV/TV)=0.0383x4.56TrialsK1=100(0.17/0.93)=0.17524.56=18.70%33.05Reproducibity-AppraiserVariation(AV)AV=√〔(XDIFFxK2)2-(EV2/nr)〕%AV=100(AV/TV)=√〔(0.06X2.7)2-(0.1752/10*2)〕=100(0.16/0.93)=0.1572=16.82%n=numberofpartsAppraisers23r=numberoftrialsK23.652.70Repeatability&Reproducibility(R&R)R&R=√(EV2+AV2)%R&R=100(R&R/TV)=√(0.172+0.162)=100(0.24/0.93)=0.24PartsK3=25.16%23.65PartVariation(PV)32.70PV=RPxK342.30%PV=100(PV/TV)=0.56x1.6252.08=100(0.90/0.93)=0.9061.93=96.78%71.82TotalVariation(TV)81.74TV=√(R&R2+PV2)91.67=√(0.242+0.902)101.62=0.93量測結果分析•量測結果的分析,是基於每個因素對總變異或公差所占的百分比。計算百分比時,公差可能替代總變異作為分母。•量規再現性和再生性(R&R)合格標準是:誤差在10%以下-量測系統可接受誤差在10%~30%之間-考慮到應用的重要性、量規的成本、維修的費用等因素,可能也可以接受誤差超過30%量測系統需要改善。盡力找出問題所在並加以矯正這些值不一定是量測系統的最終允收結果,量測系統的績效也應該用圖形方法進行評估。111098765413121110987654321日期時間1讀23數45再現性全距管制圖R=R=LCL=LCL=全距(R圖)SUMX=零組件名稱計算管制極限值量測者A量測者BX=UCL=LCL=平均值(X直方圖)量測者C設計規格零組件編號機器編號日期特性樣本尺寸日期部門操作R=0.4111098UCL7LCL65413121110987654321日期時間1讀23數45零組件量測者平均值圖SUMX=R=部門RLCLLCL量測者A量測者B量測者C全距(R圖)設計規格計算管制極限值機器編號日期特性樣本尺寸日期操作零組件編號零組件名稱X=UCL=LCL=平均值(X直方圖)
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码
 bluenails
bluenails
本文标题:量测系统分析(MSA)
链接地址:https://www.777doc.com/doc-414441 .html