您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 管理学资料 > QCC基础知识XXXX0208
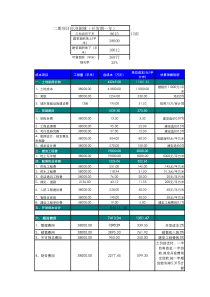
QCC基础知识一.QCC的定义:QCC是(英文QualityControlCircle的缩写,品质管理圈,简称品管圈)⑴.相同、相近或互补之现场人员所组成⑵.强调自主管理⑶.是一个小的组织⑷.作为全公司质量管理的一个重要组成部分⑸.要求全员参加⑹.围绕质量活动⑺.调动人的积极性⑻.互相启发,群策群力⑼.采用质量管理的思想和工作⑽.要连续活动以改进工作二.QCC与其他班组的区别:品管圈是一改进质量,降低损耗,提高经济效益和人的素质为目的自愿组织起来开展活动的小组。品管圈活动的基本精神1.尊重人性,创造和谐愉快的工作环境;2.开发人类无限的智力资源,使职工在岗位中成长;3.创造企业的繁荣;问题解决型QCSTORY(有效果時)(没有效果时)1.主题选定2.目标设定3.活动计划拟定5.要因分析7.对策实施及检讨8.效果确认9.标准化10.检讨及改进6.对策拟定与评估确认CHECK实施DO处置ACTION计划PLAN(亦可如此调整)4.现状把握QC七大手法简介手法图形用途备注查检表简易有效1.日常管理用2.收集数据用3.改善管理用在最短时间内完成必要之数据收集层别法比较作用1.应用层别区分法,找出数据差异的因素而对症下药.2.以4M之每1M进行层别借用其他图形,本身无固定图形柏拉图重点把握80%1.决定改善目标2.明了改善的效果3.掌握重点分析能够以前几项为改善的要点,可忽略最后几项,即常说的“前三项”原则特性要因图分类清楚1.管理、教育用2.改善、解析用3.源流管理用4.现场操作标准用也可以运用反转法,由找要因变换为找对策方法散布图相关易懂1.了解两种因数或数据之间的关系。2.发现原因与结果的关系应用范围较受限制管制图趋势明朗1.掌握制程现况的品质2.发现异常及时采取行动现实生产中,使品质稳定的一种管制情报直方图了解品质1.了解分布2.了解制程能力3.与规格比较4.批品质情况监测了解一批品质之好坏1.主题选定a.使用图表1----“问题一览表”1√2√3√4×5×6√7√8√略略略略略略略略序号现况说明问题点判定洗瓶水压力偶有不稳定充填机台积水严重且较脏充填机漏料严重充填机齿轮皮带易断裂瓶盖废损率高一线充填机DMD阳性检出率高停机后重开机糖斑不良率高二氧化氯消毒液用量较大判定基准:举手表决,超半数即保留。b.使用图表2----“主题选定评价表”1.主题选定迫切性可行性时效性结合方针1212725118421925211580345254545160√44319242110754123352312261721291784极高可自主完成5周内完成极相关高需工务完成5-7周内完成相关一般需委外完成7周以上完成不相关评分说明:本次参评人数9人,取单项最高分为本期活动主题5分/人3分/人1分/人序号评价项目项目问题点得分评价得分主题选取洗瓶水压力偶有不稳定充填机台积水严重且较脏充填机漏料严重充填机齿轮皮带易断裂瓶盖废损率高一线充填机DMD阳性检出率高2.目标设定a.上级指定2.目标设定b.结合数据分析合理设定改善空间项目改善对策改善前单位成本(元/m3)杨伟尚荣华罗才武胡永刚陈兵蒋涵兵平均采用中水稀释污水改变厌氧池进水PH值采用自动曝气停用部分活性池PAC寻找替代絮凝剂0.320.20.150.150.250.150.150.172.091.551.31.31.81.551.51.5加上PAM和其它共0.07元/m3,污水处理单位成本设定目标为1.57元/m3,在此目标上大家一致通过设定一挑战目标1.42元/m3。液碱电耗0.980.790.750.70.650.650.50.60.7合计0.650.650.680.70.650.550.85改善前:2.16元/m32.目标设定c.水平对比(与同行业、其他班组的对比)生产线数(条)1222222折算成标准箱数量(千箱)95614541885946197019091828人力生产力(箱/总人工时)武汉:34昆山:42其余:4453.8256.1162.1448.8759.3562.4571.91加班率(%)39.1243.6146.5234.6440.1146.6851.05故障率(%)1.113.612.088.572.240.003.59生产效率(%)95.0099.5196.1899.5990.8997.7798.8499.69空瓶损耗率(%)0.300.260.250.030.090.180.270.10公司别基准值昆山合肥广州武汉北饮项目产量(千箱)列管项目成都郑州2.目标设定d.历史上曾经达到的最好水平02468101214昆山07年4.823.610.823.772.732.853.606.522.783.048.005.37昆山08年3.16.264.162.982.8912.323.763.041月2月3月4月5月6月7月8月9月10月11月12月PET无菌线07-08年故障率比较2.目标设定e.KKD下降/提高50%活动计划拟定1.实际进度与计划不一致时要提出说明;2.日期填写依起始的实际日期开始.3.活动计划拟定1234567891011121314151617181920212223242/154/305/312/154/1~4/305/1~5/306/1~6/311/256/305/31实际会议日期3/301/256/25预定会议日期3/304/3010、检讨与改进俞长春9、标准化陈建锋8、效果确认俞长春7、对策实施及检讨全员6、对策拟定与评估全员5、要因分析全员4、目标设定陈建锋3、现状分析全员实施日期(上栏月日、下一栏周次)1、主题选定全员实施项目担当者1/1~1/312/1~2/283/1~312、活动计划拟定全员(1)(2)…计划线—实施线4.现状把握(改善前数据收集)a.“查检表”如:以生产班组层别:收集日期:2005.12.15-2006.1.6收集方法:全数收集数据来源:生产日报收集人:万正军12/15-12/2012/21-12/2612/27-12/311/3-1/6合计日期组别项目ABABABABAB成品重量(T)347.38330.27336326.1301.62275.23231.59220.181216.591151.78蒸汽用量(T)538.43518.31517.44508.7470.54426.6362.02339.071885.71792.68单位蒸汽用量(T/T)1.551.571.541.561.561.551.561.541.551.56b.“推移图”010020030040050006年06年2152443493883373434293781月2月3月4月5月6月784.现状把握(改善前数据收集)00.20.40.60.80.8850ABCDEFG装箱机故障率累计影响度(%)(%)装箱机故障率套标机故障率c.“柏拉图”4.现状把握(改善前数据收集)10050257584.84.现状把握(改善前数据收集)d.“层别法”1、找出问题的突破口;2、缩小主题。入箱异常成型歪斜高度调整不当压瓶变形热装箱机故障率高送纸异常其他位置调整不当压箱成型不良压合动作不当封箱不良出口卡箱纸张破损滑槽卡纸纸箱粘合不良喷胶嘴位置调整不当胶温调整不当人为不熟练疏忽分瓶不佳瓶子倾倒成型粘合歪斜推箱不顺吸纸不顺真空吸力异常PLC程式设计不佳推箱异常AIR量不足移动板卡瓶落瓶不顺AIR管破损电眼无感应纸张变形a.鱼骨图5.要因分析“真因调查1”由柏拉图分析得出A.B.C.D.E五项之累计影响度为84.8%,故针对A.B.C.D.E五项提出对策。“真因调查2”目睹人数发生频率相关性总分判定A分瓶不佳21252167真因B移动板卡瓶35272991真因C成型座位置调整不当15171749非真因D推箱不顺27192167真因E送纸滑槽卡纸35312995真因F出口卡箱21151551非真因5人以上每分钟发生直接影响3~5人每半小时发生间接影响3人以下每小时发生不会影响问题点5分注:8人参加评分,得分超过60分的问题点判为真因。3分1分“真因调查3”问题点现状得分A分瓶不佳略15B移动板卡瓶略24C成型座位置调整不当略20D推箱不顺略18E送纸滑槽卡纸略22F出口卡箱略11评分标准:(1)根据对现场的了解情况评分,真因评3分,不确定评2分,非真因1分。(2)8人参加评分,得分超过总分80%(即≥19分)的问题点判为真因。结论:通过判定B、C、E三项为真因,故针对此三项作对策拟定。效果——解决问题是否有效?可行性——技术上是否可行?经济性——实施费用是否经济?迫切性、时效性、经济性(施工费用)、圈能力、重要性、预期效果(效益)6.对策拟定与评估创意!Idea!6.对策拟定与评估圈能力时效性经济效益安全性压面皮带长短更改周航1418181868√4月30日4月20日周航改善海绵厚度王健181881256×更换可调制袋器王健1218181866√5月10日4月21日王健改变制袋器长度周航181091037×调节刹车周航1412161456×改善摆杆李卫1216181460√5月8日4月21日李卫实际完成日期负责人压面皮带短原料进入切刀前容易引起掉包相关性评定积分判定预计完成日期问题点现况分析经济效益改善构想提案人评价人数5人,按照“5、3、1”给分,得分最高项目采用。不能自主完三个月制袋器不易调整原料进入制袋器后不能调进纸角度不佳保丽纸进入封口时易跑纸安全性评分能自主完成需协助一个月两个月8千元/年5千-8千元/圈能力时效性2千-5千元/安全性高安全性较高531不安全问题点一:溶奶水温偏低原因分析:热水温度设定上限偏低,热水输送管路较长,热损耗大,溶奶后奶水温度低.改善措施:提高溶奶水温,将热水从75℃提高到85℃,溶奶水温控管在70℃~70℃之间.热水制造桶高速溶解桶调配桶测试热水从75℃提高到80℃溶奶水温在67℃~69℃之间测试热水从75℃提高到85℃溶奶水温控管在70℃~72℃之间热水从75℃提高到85℃溶奶水温控管在70℃~72℃之间提案人:周传相编号:7201080524实施日期:08/3/287.对策实施及检讨对策实施后效果确认:数据收集:董书淇收集日期:3月1日-4月30日数据来源:调配、杀菌日报表01234日期3/1-3/273/28-4/15拿铁咖啡异常件数31改善前改善后拿铁咖啡半成品异常件数(件)3/1-3/314/1-4/30a.“推移图”日期项目总标准用量(kg)138149263363696169371446总损耗量(kg)37057681134288178总损耗率(%)2.682.911.932.281413698002.22007年5/21~6/102006年1-12月55547842007年2/19~2/284504915953.542.974.153.683481999723193739494对策二改善前改善阶段2009722007年1月2007年2/1~2/18对策三效果维持2007年4/1~4/302007年5/1~5/20对策一2007年3/1~3/112007年3/12~3/31123456损耗率(%)0目标线:3.1%8.效果确认8.效果确认b.“柏拉图”9.标准化a.能以图表示修订前后比较问题点改善内容检讨评估是否列入标准修订标准标准书编号面皮调整不当针对各线建立压延比资料,并在每周冷开机时进行检视调整各组辊轮压延比在合理范围内,确保了面皮厚薄均匀是修订修订标准见食品生产部面身制造作业标准之压延作业标准3300-401-3502-0027F9.标准化修订修订修订10.检讨与改进检讨项目优点缺点改进计划及努力方向主题选定能根据现场问题重点掌握,以方针目标为活动主题作出改善。主题选定以全员讨论方式进行,未能数据量化说明。建立评价标准,数据佐证更具说服力。活动计划活动计划由圈长排定,圈会主席轮流担任,提升了圈员协调能力。QC知识充电教育时间太少。圈长安排QC知识充电教育及资料轮读。现状把握以经验判定结合数据收集,找出
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码




 tp32167
tp32167
本文标题:QCC基础知识XXXX0208
链接地址:https://www.777doc.com/doc-415374 .html