您好,欢迎访问三七文档
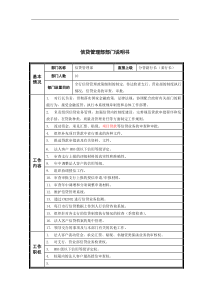
铸件焊补工艺规程本标准适用于铸钢件缺陷(疏松、缩孔、包砂、冷隔、裂纹、缺肉)的焊接修补及质量工作检查的依据。1焊补前的准备1.1焊接修补前必须用角磨机或电弧气刨将铸钢件缺陷内部、外部清理干净,不允许有油污、污垢、铁锈(氧化皮)粘砂等影响焊接修补质量的脏物。1.2开出坡口,使铸件内部未氧化的金属露出,否则将会使电弧熄灭而无法焊补或重出现裂缝、气孔和未焊透的缺陷。铸件缺陷坡口的确定对于未穿透孔穴或裂纹,应开成“U”型坡口铸件缺陷部位壁厚小于20毫米一般穿透裂纹,应开成“V”型坡口当坡口间隙比较大时,可垫一块厚3—4毫米铜板,进行焊补,焊后将铜板移去铸件缺陷部位壁厚大于20毫米一般穿透裂纹,应开成“X”型坡口当坡口间隙比较大时,可在部隙处放入厚3—4毫米相同材质的钢板当坡口间隙很大时,可在部隙处嵌入相同材质的填块1.3对有可能延伸的裂纹应在裂纹两端钻截断孔,一般距离裂纹20mm,孔深超过裂纹深2-3mm,然后再铲坡口,截断孔作为坡口的两端包括在焊补之内。2焊补工艺2.1补焊要求(1)由于焊补铸件表面不进行机械加工,所有焊前铸件不需预热(2)贯穿裂纹间隙很大或刚性很大的铸件,焊补时可采用单面逐步堆焊法。(3)在焊补过程中为减少焊接应力可进行敲击焊缝(除第一层和最后一层)。(4)对于不预热的铸件或采用多层焊时,为减少焊补过热尽量用小直径焊条和小电流,间断焊补,使焊缝稍冷后,敲掉溶渣再继续焊补。(5)焊接修补后焊肉及熔合区不得有夹渣、气孔、裂纹、未焊透、咬边、缺肉等缺陷。(6)对于焊接修补的非加工面都必须进行整形,消除焊补痕迹。整形可用砂轮打磨方法完成。2.2焊补工艺参数2.2.1焊材选用焊条和焊丝类型的选择必须考虑工件的物理、机械性能和化学成份,一般先用成份与焊件金属相同或相近的焊条,参见表1基体材质铸钢件304Q235焊丝ER309ER308ER50-6焊条A302(E309-16)A102(E308-16)J4222.2.2焊条使用要求(1)焊条在使用前应根据焊条药皮特性进行烘干处理,切忌急冷、急热、具体要求参见表2。烘干后焊条应及时装入保温筒随取随用。(2)焊条严重受潮,黏在一起或药皮脱落,必须检验合格后方可使用。(3)使用的焊条冷至室温4小时以后,必须按工艺重新烘干。表2焊条型号烘干温度(℃)烘干时间(H)A302200~2501~2A102200~2501~2J422------对于焊条包装说明书上有规定的,按照说明书规定处理。2.2.3焊条直径的选用见表3表3焊件厚度(mm)焊条直径≤4不超过焊接厚度5~123.2~4.0>12≥4.02.2.4各种直径焊条对应电流见下表表4J422焊条直径与电流焊条直径mm2.53.24.06.0选用电流A70-90100-130130-150150-180表5A102焊条直径与电流焊条直径(mm)φ2.0φ2.5φ3.2φ4.0φ5.0焊接电流(A)40~8050~10070~130100~160140~200表6A302焊条直径与电流焊条直径(mm)φ2.0φ2.5φ3.2φ4.0φ5.0焊接电流(A)40~6050~8070~100100~130140~1703焊后检查(1)焊缝外形尺寸应符合设计图纸和检验标准的规定,焊缝高度不低于母材表面,焊缝与母材应圆滑过渡。(2)焊缝及热影响区表面不允许有裂纹、未熔合、夹渣、气孔等缺陷。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码



 actionbob
actionbob
本文标题:铸件焊补工艺规程
链接地址:https://www.777doc.com/doc-4163855 .html