您好,欢迎访问三七文档
当前位置:首页 > 建筑/环境 > 工程监理 > 钢轨焊接工(铝热焊)讲义2
1、1广铁(集团)公司钢轨铝热焊接讲义作者:怀化职工培训基地2010年10月2目录附录CTBT_2658.21-2007钢轨焊缝超声波探伤作业标准附录D广深港铁路、广珠城际铁路钢轨探伤验收管理办法(行)附录E铝热焊的常见缺陷和原因分析附录F铝热焊题库(后附答案)31范围TB/T1632的本部分规定了钢轨铝热焊接的要求、试验方法和检验规则。本部分适用于50kg/m--75吨/m钢轨的铝热焊接。2规范性引用文件下列文件中的条款通过TB/T1632的本部分的引用而成为本部分的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本部分,然而,鼓励根据本部分达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本部分。GB/T230-1991金属洛氏硬度试验方法GB/T231.1-2002金属布氏硬度试验第1部分:试验方法GB/T4340.1-1999金属维氏硬度试验第1部分:试验方法GB/T13298金属显微组织检验方法TB/T1632.1钢轨焊接通用技术条件3要求3.1焊接用钢轨要求用于铝热焊接的钢轨应符合TB/T1632.1的。
2、规定。3.2焊接材料要求3.2.1铝热焊剂铝热焊剂应适用于待焊钢轨,密封包装,包装上的标识便于识别。3.2.2砂模砂模应适用于待焊钢轨,包装上的标识便于识别。3.2.3增埚增祸应能够实现铝热钢水自动浇铸。3.3人员要求焊接作业人员应持有国家铁路主管部门认可的技术机构颁发的“钢轨焊接工操作许可证”。3.4工艺要求3.4.,焊接工艺3.4.1.,铝热焊接工艺应按供应商提供的工艺手册执行。3.4.1.2供应商应在手册中详细列明所需设备及消耗性材料,以及详细的操作方法。还应包括下列内容:a)主要操作人员人数;b)焊接设备使用说明;c)不同牌号、型号的钢轨所对应的焊剂;d)钢轨端头的准备及轨缝大小;e)详细的预热参数;f)从点燃焊剂到钢水浇铸的时间范围;TB/T1632.3-20059)允许列车通过时焊接接头的温度;h)对焊接环境的要求(如温度、湿度、风力等);4i)安全事项。3.4.2焊接记录焊接操作人员应记录焊接过程,记录内容参照附录A`‘钢轨铝热焊接操作记录表”,记录应保留5年。3.5质量要求3.5.1钢轨铝热焊焊接接头质量要求见表1。3.5.2经打磨后的焊接接头轨头部位应满足:a)不应出。
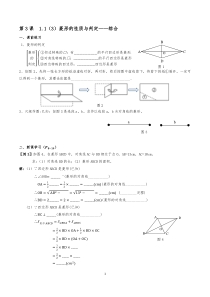
3、现裂纹;5b)可出现1个最大尺寸为1mm的气孔;c)在轨头下颚与焊筋边缘交界处半径为2mm的区域内(见图1),可出现1个最大尺寸为lmm的气孔、夹渣或夹砂。3.5.3焊接接头焊筋表面应满足:a)最多可出现3个最大尺寸不超过2mm的气孔;TB/T1632.3-20054试验方法4.1外观检验平直度和表面质量检验方法按TB/T1632.1的规定进行。4.2超声波探伤检验超声波探伤方法按TB/T1632.1的规定进行。4.3静弯试验试件要求及试验方法按TB/T1632.1的规定进行。接头应加载直至断裂。4.4疲劳试验试件要求及试验方法按TB/T1632.1的规定进行。4.5拉伸试验试样要求及试验方法按TB/T1632.1的规定进行。4.6冲击试验试样要求及试验方法按TB/T1632.1的规定进行。4.7硬度试验4.7.1焊缝硬度6焊缝硬度试验在轨顶面焊缝中心横向位置(见图2)进行,检测3点布氏硬度,计算平均硬度值,记为焊缝硬度;在焊缝两侧母材上按图示位置分别检测3点,计算平均硬度值,记为母材平均硬度HP,试验方法按GB/T231.1-2002的规定进行。4.7.2软化区宽度取焊接接头纵向断面。
4、(见图3),在一条距轨顶面4MM的纵向直线上检测维氏硬度或洛氏硬度,从两侧熔合线开始逐渐延伸至未受热影响的母材20mm处,测点间距为2mm。维氏硬度试验方法按GB/T4340.1-1999规定进行,试验力值294.2N;洛氏硬度试验方法按GB/T230-1991规定进行,采用TB/T1632.3-2005HRC标尺。将所得到的硬度测量值记录在(坐标)图上,并依据附录B中所述方法确定该侧软化区宽度w,两侧软化区宽度均应满足表1中规定的要求。单位为毫米4.8显微组织检验焊接接头显微组织检验取样位置见图3阴影部位,箭头指向面为观察面,轨头2处,轨底71处。试验方法按GB/T13298的规定进行。4.9断口检验利用静弯试验断口,肉眼检查或借助放大镜观察断口。记录断口面的缺陷和缺陷细节。5检验规则5.1成品检验5.1.1应对每个焊接接头(成品)进行成品检验。5.1.2成品检验的项目包括外观和超声波探伤。5.1.3外观和超声波探伤检验应符合表1的要求。5.2型式检验5.2.1出现下列情况之一时应进行型式检验:a)焊轨组织初次焊接铁路钢轨;TB/T1632.3-2005b)采用新型焊剂或调整工艺时;。
5、c)钢轨生产厂、或钢轨型号、或钢轨牌号、或钢轨交货状态改变,首次焊接时;d)生产检验结果不合格;e)停产一年后,恢复生产前。5.2.2型式检验的项目及试件数量见表3。5.2.3型式检验受检试件用钢轨的生产厂、型号、牌号、交货状态应与焊接生产用钢轨相同,受检试件应是相同工艺焊接的接头。5.2.4不同牌号钢轨之间的焊接,焊接接头的质量要求按照强度级别较低的钢轨执行;热轧钢轨与热处理钢轨之间的焊接,焊接接头的质量要求按照热轧钢轨执行。5.2.5型式检验结果符合第3章规定的试件为合格试件。静弯受检试件、疲劳受检试件应连续试验合格。一次型式检验中,应在各检验项目全部合格后,方可判定本次型式检验合格。型式检验合格后方可批量生产。5.2.6型式检验报告中,应明示以下内容:焊轨组织名称、焊接材料的型号及生产厂、主要焊接操作人员姓名及操作许可证编号、钢轨生产厂、钢轨型号、钢轨牌号、钢轨交货状态、检验设备、详细的检验结果等。5.3生产检验5.3.1出现下列情况之一时应进行生产检验:a)连续焊接100或200个接头;b)两次焊接生产间隔达6个月及以上;c)更换主要焊接操作人员。5.3.2生产检验的项目及试件。
6、数量见表4,5.3.1中b),c)两种情况按照连续焊接200个接头执行。85.3.3静弯受检试件应连续试验合格。5.3.4生产检验使用随机加焊的试件,生产检验结果应符合第3章相关规定,检验合格方可继续生产。5.3.5生产检验有1个及以上试件不合格时应予复验。第一次复验:对不合格试件加倍取样复验,经检验合格表示生产检验结果合格;若试件中有1个及以上不合格,应再复验。第二次复验:对不合格试件加倍取样复验,经检验合格表示生产检验结果合格;若试件中有1个及以上不合格,应判生产检验结果不合格。TB/T1632.3-2005附录A(资料性附录)9表A.1钢轨铝热焊接操作记录表TB/T1632.3-2005附录B(规范性附录)软化区宽度测量方法B.1范围本附录规定了铝热焊焊接接头软化区宽度的测量方法。B.2测量方法图B.1为依照本标准中条款4.7.2,测量维氏硬度而绘制出的典型热影响区硬度曲线图。现以图B.1为例,叙述通过该曲线测量软化区宽度的方法。10B.2.1钢轨母材的平均硬度值(线1)在未受影响的钢轨母材上测量不少于10点硬度值,计算平均硬度值,以直线的形式标在硬度曲线图上,见图B.1中线l。。
7、B.2.2软化区宽度测量线(线2)将线1向下平移X硬度值,X取值见表B.1,即得到软化区宽度测量线,见图B.1中线2。B.2.3软化区宽度的测量图B.1中点A与点B之间的距离为软化区的宽度。B.2.4钢轨母材特殊硬度值的处理在测量未受影响的钢轨母材硬度值时可能会遇到与母材平均硬度值相差较多的测量值,可能会出现母材上个别点的硬度值位于软化区宽度测量线(线2)之下。满足下列条件时,该个别点可以被忽略:TB/T1632.3-2005a)硬度值位于线2之下的测点少于或等于1个;b)该点与点B之间的距离大于4mm。11附录C:TBT_2658.21-2007钢轨焊缝超声波探伤作业标准1213141516171819202122232425262728293031323334附录D广深港铁路、广珠城际铁路钢轨探伤验收管理办法(试行)广深港铁路、广珠城际铁路钢轨探伤验收管理办法(试行)一、各部门职责:线路技术科:负责本办法编制修订和监督检查,探伤作业质量评定。客专办:负责本办法具体组织实施,资料收集汇总,形成台帐。段调度:负责信息收集汇报,形成周结。安调科:负责相关安全措施制定,上道安全监控。广州检。
8、查监控车间、广州南客专线路车间:负责本办法的具体实施,并提出修改建议,其中广州检查监控车间负责焊缝超声波探伤验收,广州南客专线路车间负责焊缝平直度检查验收。二、执行标准:1、执行标准:《TBT_2658.21-2007钢轨焊缝超声波探伤作业标准》执行。2、所有焊缝(含工厂焊)全部实行全截面探伤。3、其他要求按《Q/GZT08Z-2010工务系统作业标准汇编》第43条“焊缝探伤”标准执行。三、相关报表:1、仪器综合性能(探伤灵敏度)校验记录表。2、焊缝探伤记录表。3、焊缝探伤详细情况表。四、使用仪器及相关配件:1、CTS-9003数字式超声波通用探伤仪。2、双探头扫查架。五、质量控制:1、实行联合探伤验收制度:现场焊焊接完毕,先由施工单位进行全截面探伤自检,探伤合格出具完整资料。之后,再由我方人员探伤验收,验收资料由双方人员共同签名确认。验收标准严格按TBT_2658.21-2007执行,不合格焊缝必须判废重焊。2、探伤验收人员必须具备无损检测Ⅱ级以上资格。3、轨腰及轨底的垂直裂纹扫查必须使用双探头架。4、探伤前由施工单位对焊缝进行打彻底打磨及除砂。5、探伤仪每天作业前必须进行综合性能校。
9、验,符合要求方可上道使用,详细填写《仪器综合性能(探伤灵敏度)校验记录表》。6、探伤结果必须如实、详尽填写《焊缝探伤记录表》,该表一式三份,车间自存二份,另一份每周四连同《焊缝探伤详细情况表》一起交线路技术科、客专办存档。7、每天作业完毕,由带班人员编写短信向调度汇报当天作业情况(格式见附表四),再由当班调度转发给主管领导、线路技术科探伤主管、客专办专干、广州检查监控车间主任、广州南客专线路车间主任;由带班人员负责填写《焊缝探伤详细情况表》,该表每周四交一份至线路技术科、客专办存档,统计周期为“周四~周三”。358、探伤验收不合格焊缝,严格按标准判废,马上通知施工单位重焊;平直度检查不合格,马上通用施工单位重新打磨,超出可打磨范围的必须严格按标准判废重焊;每个焊缝的验收情况(含判废焊缝)必须如实、详细填写《焊缝探伤记录表》,同时向车间、客专办、线路技术科汇报。2010-6-1936附表一:仪器综合性能(探伤灵敏度)校验记录表仪器型号仪器编号数据记录序号项目试块孔号探头型号灵敏度(dB值)1轨头2轨腰3轨底4轨底角5轨腰水平扫查校验人员单位校验日期37附表二:焊缝探伤记录表仪器型号仪器编。
10、号接头编号里程/股别目视外观1、推凸正常()2、推凸中途停止()3、未推凸()钢轨生产厂钢种炉号近里程一侧平直度垂直远里程一侧水平伤损记录序号项目位置大小性质伤损程度备注12345探伤结果操作人员检测日期复探人员复探日期38附表三:焊缝探伤详细情况表序号接头编号探伤日期外观伤损情况描述伤损类型探伤结果钢轨生产厂家钢种炉号探伤仪器型号编号探伤单位探伤人39附录E铝热焊的常见缺陷和原因分析铝热焊的常见缺陷和原因分析铝热焊是一种铸造组织,其常见缺陷为:缩孔和疏松、气孔、夹渣、夹砂、热裂、未焊合、螺孔裂纹等。现将主要缺陷的定义及原因分析列表如下。供参考。序号缺陷名称缺陷定义及形成原因分析1缩孔高温钢水在冷却及凝固过程中,有体积收缩(液态收缩)是形成缩孔的主要原因。在浇注过程中,在温度最高、最后凝固的部位,由于体积收缩后得不到外来钢水的补缩,而形成集中孔穴称为缩孔。焊头有缩孔及疏松缺陷时,会起到疲劳核心的作用,在列车交变负荷作用下,从疲劳核心处开始逐步扩展形成较大的疲劳裂纹,并导致焊缝提前疲劳断裂。产生的原因:(1)预热时间过长;(2)局部高温,有过热现象。特别是轨腰及轨脚部分有局部过热现象。(3。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码




 pb3878530
pb3878530
本文标题:钢轨焊接工(铝热焊)讲义2
链接地址:https://www.777doc.com/doc-4200370 .html