您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 质量控制/管理 > 用六西格玛方法实施LCD制造过程改善
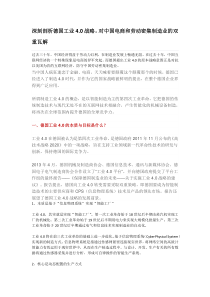
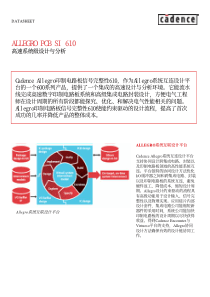
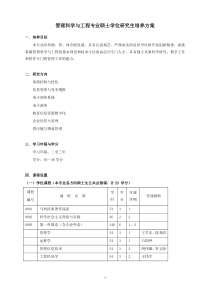
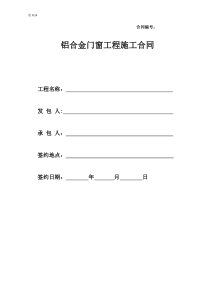
用六西格玛方法实施LCD制造过程改善2003/1/11TEL:0755-27706394E-MAIL:zhc@ceprei.netPPM■6Sigma改善方案实施前公司状况-----3目录■6Sigma策略-----------------------4■6Sigma实施计划-------------------6■制定关键绩效指标--------------------------7■项目选定-------------------------8■改善目标-------------------------91■6Sigma运作构架-------------------5■6Sigma改善方案实施前公司状况-----3■摘要-----------------------------00■关键词---------------------------01PPM目录2■6Sigma培训模式-------------------------------16■项目推行突破点-------------------------------17-25■项目总结报告----------------------------------26■财务回报预计----------------------------------10-12■长远推行目标----------------------------------13■项目进度安排----------------------------------14■项目资源规划----------------------------------15■主要参考文献----------------------------------27PPM摘要六西格玛管理法是以项目制方式运作的。通过选定与组织战略相关、客户满意度相关同时在绩效方面存在严重问题的项目(D)、测量目前绩效现状(M)、分析关键影响因素(A)、实施突破性改善(I)、对改善结果进行控制以保证过程长期稳定运行于改善后的水平(C)而获取突破性财务和非财务收益。通过大量的项目运作,组织可实现突破性改善和竞争力的持续提升。六西格玛广泛适用于各类制造和服务业,甚至可用来改善政府管理和服务能力。本文是关于LCD制造行业用六西格玛方法进行突破性改善的案例。00PPM关键词01■六西格玛■关键绩效指针■DOE■响应表面设计■黑带■定义/测量/分析/改善/控制PPM6Sigma改善方案实施前公司状况■公司员工人数:650人■客户投诉导致财务损失:RMB240万■该类缺陷流至客户处使主要客户强烈投诉并威胁取消定单3■主要产品不良:9.5%PPM公司面临严重的生存和发展考验,必须取得突破性改善。因此决定在公司实施6Sigma方案6Sigma策略■委任公司副总经理为6Sigma项目项目总负责人■培训3个黑带和9个绿带人员■组成一个6Sigma项目小组4PPM6Sigma运作架构56Sigma领导6Sigma顾问黑带项目组成员PPM6Sigma实施计划6策略检讨制定KPI高层管理培训确定6-Sigma改善项目黑带培训改善项目实施6-Sigma方案检讨月份活动12345678月份活动12345678PPM制定关键绩效指标7突破性改善财务金融利润率较多的客户客户提升产品品质提升交货准确率内部过程提高生产线效率降低致命缺陷率学习6Sigma培训课程目的测量指标目标行动方案*利润率*较多的订单*提升至12%*降低致命缺陷率*产品一次通过率*由9.5%降至0.5%*黑带训练计划%黑带%绿带25%75%6-Sigma策略导入*提高生产线效率*生产性*生产性提高10%*减少客户投诉次数*客户投诉率*客户投诉率下降90%*提升交货准时率*交货准时率*由96%提升至100%*与目前利润比*15%*市场份额PPM项目选定经1.与XX公司工程技术部X经理、X工的交流.2.生产现场实地确认.最终选定以:“STN产品缺陷的分析解决”为主线展开六西格玛在该公司的推行。8PPM改善目标■使“STN产品缺陷”项目的总缺陷由目前的9.5%降至0.5%。9■减少客户投诉90%。■产能增加50000PCS/月改善目标(KPI)预计财务回报■RMB210万■RMB561.6万/年■减少检验人员8人■RMB600万■RMB10万/年PPM财务回报预计101、使“STN产品缺陷”项目的总缺陷由目前的9.5%降至0.5%。缺陷率2002/62003/110%5%预计财务回报561.6万元/年PPM财务回报预计111)退货运输费用2)报废损失3)处理客户投诉人员差旅费、工资等4)客户修理费用5)降级使用损失6)客户赔偿预计财务回报210万元/年2、减少客户投诉90%。PPM财务回报预计12预计财务回报610万元/年3、产能增加50000PCS/月4、减少检验人员8人PPM长远推行目标■以STN产品缺陷降低为突破口,带动整个品质问题改善,降低公司资源成本、提升流程效率、提高客户满意度。■培养一批掌握先进品质理念、方法和工具的骨干人员,使公司解决问题的水平整体提高。■在公司逐步形成六西格玛文化,使公司部门合作更加顺畅、竞争力提升、收益增加。■协助XX公司克服现存品质体系问题,建立一套科科学高效的工艺设计系统和品质保证系统。13PPM项目进度安排No.任务名称持续时间6-16-167-17-158-18-159-19-1510-110-1511-1I前期培训1天1六西格玛实施策略和流程4H2DMAIC阶段的输入和输出2H3六西格玛实施注意问题2HII定义问题及范围17天4问题定义技术和工具培训2天5定义几类彩虹问题2天6估计收益2天7制作项目报告1天8彩虹缺陷标准确认10天III现状把握55天9测量技术与工具培训2天10合理分组3天11收集底线数据40天12测量系统分析3天13过程底线、稳定性分析4天14财务收益评估3天IV问题分析30天15分析技术与工具培训3天16流程分析3天17确定所有X’S3天18筛选关键少数X’S21天V改善阶段30天19改善工具与技术培训3天20改善方案策划4天21试验设计20天22改善效果评估3天VI控制阶段恒久23控制技术与工具培训3天24标准操作程序建立10天25防错工具建立10天26统计过程控制实施恒久备注:以上各阶段时间规划可根据项目进度灵活调配。14PPM项目资源规划状况资源需求状况基本要求备注人员专职工程师:3名项目组成员:9人(各关键工序1人,品质部1人,财务部1人,研发部1人,制造部中高层管理1人)倡导者:1名项目组成员:熟悉各自工作岗位流程及标准专职工程师:对产品技术和流程熟悉,有丰富经验倡导者:具有全面统筹、协调、决策权支持性团队市场部、采购部、物控部指定专人负责试验用物料种类及数量待定办公设备电脑1台15PPM6Sigma培训模式16测量现有能力定义CTQ’S分析原因过程改善成功案例学习过程控制■6Sigma项目模型■运做流程及问题解决方案■6Sigma组织管理■6Sigma项目管理■项目界定■品质成本分析■统计基础■QFD■Cpk■过程价值分析■测量系统分析■ProcessMapping■6Sigma项目策划报告■箱图、因果图等■FMEA■假设检验/置信区间■FTA■ANOVA■回归分析■QFD■DOE■案例分析■过程预控图■SPC■ERRORProf■6Sigma项目报告PPM项目执行突破点17定义CTQ’S评估财务收益确认彩虹品质标准■区分三类彩虹■确定彩虹总体不良率■■总收益=增加的收益-项目投入成本测量过程现有能力■过程稳定性分析■底线分析■确定是技术还是控制问题1234首先需解决标准传递问题包括内外部标准的统一;公司与协力厂标准的统一;生产部与品质部间标准的统一。检验员之间的再现性与检验员自己的重复性分析(离散数据测量系统分析)■解决问题的基本思路PPM18■通过优化DOE方法的找出关键参数优化水平.隔离问题分析关键工序对彩虹缺陷的总体影响关键工序调优关键参数优化■调盒前后彩虹缺陷相关性分析■缺陷趋势分析■针对丝印、喷粉、贴合、热压、调盒等工序,找出影响工序输出位置及分布的关键因素,并进行优化.■通过DOE确认各关键工序的影响■通过假设检验、方差分析、逐步回归分析等方法确认关键影响因素■优化关键因素确认改善效果过程控制■在优化设置下连续运行数周以验证和巩固改善效果■标准化项目结果并推广项目方法■SPC监控关键参数■采用防错法防止某些低级错误重犯5678910解决问题的基本思路项目执行突破点PPM具体解决方案确认“彩虹”缺陷的类别及比例制订六西格玛项目计划书评估收益“彩虹”缺陷标准传递确认客户标准------公司标准协力厂标准----检查员标准测量系统有效性确认,确认问题,进行针对性改善制订初始数据收集计划,合理分组,分组时考虑因素生产班次.喷粉设备.热压恒温设备粉的批号.玻璃的批号.玻璃批号液晶批号.混合胶剂的批次.机种.丝网.1234566.119项目执行突破点PPM过程底线分析,计算目前Z值分析工序稳定性,利用已收集之数据分析工序稳定性。分析相关性,包括:1.彩虹与机种2.彩虹与其他缺陷3彩虹与分组中其他参数隔离问题:将调盒工序与其他工序所造成的彩虹进行隔离确认各关键工序影响,需考虑以下参数:玻璃棒直径.玻璃批号粉粒直径.贴盒方法混合胶剂配比.液晶批号.恒温箱温度热压气压.冷却方式热压治具.混合胶剂的印刷均匀度10791111.1820项目执行突破点具体解决方案PPM筛选和优化贴盒工序的关键参数,考虑:作业方法.治具.环境筛选和优化喷粉工序的关键参数,考虑:--喷粉设备参数设置--喷粉设备参数设置--粉的材质--粉的配比筛选和优化丝印工序的关键参数,考虑:--刮刀气压--刮刀角度--网眼大小--刮刀硬度--搅拌均匀度筛选和优化调盒工序的关键参数,考虑:--调盒气压--调盒治具--调盒操作方法效果确认,财务收益计算控制12131415161721项目执行突破点具体解决方案PPM22项目执行突破点Fator(-)(+)A6.2μm6.4μmB203A514AC5.8μm6.0μmDABE3:24:2F188C705FG160。C190。CH45N60NI空冷风冷J铸铁钢板K1.63.2LevelDOE因子水平表PPM23项目执行突破点DOE结果分析圈中者为重要影响因素PPM24项目执行突破点DOE分析结果图示-10123456-101StandardizedEffectNormalScoreEBANormalProbabilityPlotoftheStandardizedEffects(responseisYIELD,Alpha=.10)0123456HGJLFDKCABEParetoChartoftheStandardizedEffects(responseisYIELD,Alpha=.10)两个图都显示E、B、A因子为显著影响因子!PPM25项目执行突破点设计规格优化(响应表面设计)10-10.90B0.951.000YIELD-11ASurfacePlotofYIELDHoldvalues:F:0.00.940.960.981.0010-110-1ABContourPlotofYIELDHoldvalues:F:0.0PPM26项目总结报告改善项目STN产品缺陷降低减少客户投诉减少检验人员产能增加绩效改善财务回报目标结果目标结果9.0%8.8%RMB561.6万90%96%8人9人10%RMB549万RMB210万RMB230万RMB600万RMB12万7%RMB10万RMB420万投入成本累计RMB155万。PPM27主要参考文献(1)张弛,文放杯。六西格玛实战[M].广州:广东经济出版社,2002。(2)张弛。六西格玛黑带丛书[M].广州:广东经济出版社,2003。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码


 m01316
m01316
本文标题:用六西格玛方法实施LCD制造过程改善
链接地址:https://www.777doc.com/doc-421286 .html