您好,欢迎访问三七文档
当前位置:首页 > 建筑/环境 > 电气安装工程 > 冰箱通用焊接作业指导书
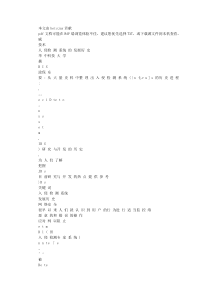
1.1.2.2.3.4.1.2.7.序号12348.LOGO作 业 指 导 书检查焊口质量,保证焊口无虚焊、针孔、堵塞、明显焊瘤、过火。页码文件编号:1/1操 作 步 骤操 作 步 骤自 检 内 容图 片 说 明焊接时注意使用挡火板保护。焊条注 意 事 项助焊剂调整:三通管等要加入氮气,以确保焊接的工件氧气物料名称/规格物 料 表煤气设 备/工 具/工装技术参数氮气焊料不足装配倾斜插管过短钎缝不均匀间隙偏大间隙偏小标准焊口外观配管过烧封堵焊接时必须加氮保护,防止管路内部氧化。名称型号助焊剂大小调整以工件焊接处无氧化为宜。助焊剂的添加见作业指导书《气体助焊剂的使用》。不能烧伤防振胶、泡沫垫、管套等其它部件。用40℃以下的流动水冷却,并保持水质清洁,不被氧化。一定的安全知识,操作时必须配戴防护眼镜。焊接消音器、储液器、单向阀、毛细管和互 检 内 容焊接作业工位名称适用分厂适用场合产品系列产品名称通用各生产线编制/日期审核/日期操作人员有焊工上岗证,熟悉使用灭火器及有会签/日期批准/日期标准时间岗位定员1人工位编号1/12)焊接压力开关时,若压力开关头(塑料调整火焰的方法:部位)到焊接部位的管长小于150mm,焊接9.火焰调节;焊接前必须先预充氮;5.零部件生产:操作人员:1)零部件生产时,焊接四通阀和单向阀要火焰调节方法:首先打开LPG气阀,点火后时,必须在压力开关的管子上加湿布冷却,调节石油气气阀调出明显的碳化焰后再缓慢调大每焊完一个压力开关,湿布须重新浸水一次。为中性焰,再调大氧化则变为氧化焰,氧化焰的焰嵌接到位,空间位置符合图纸要求,并固定在夹具上。轮廓已模糊,即内焰与焰心将重合,此时的火焰为大氧气阀直到白色外焰距兰色2~4mm,此时外焰3)按所焊接工件要求调整夹具,组件组装心呈白色,其长度随氧气量增大而变短.焊接铜管4)完成焊接的组件,在规定的位置贴上焊时应使用中性焰,尽量避免用氧化焰和碳化焰。工编号。常见焊接参数表:6.每天下班前,关闭所的的气源。常见焊接不良:钎缝不均匀装配倾斜套接长度过短间隙过小间隙太大亮绿色白色>900℃2400℃a.氧化焰1400-1800℃c.碳化焰c.碳化焰蓝色蓝色白色较长白色较长<700℃<700℃亮绿色亮绿色浅蓝白色(白色较短)b.中性焰亮绿色禁止烧焊区40mm780-860℃≈400℃1800-2400℃≈400℃亮绿色1800-2400℃浅蓝白色(白色较短)40mm780-860℃b.中性焰禁止烧焊区初始焰氧化焰碳化焰中性焰数量1111检查焊口质量,保证焊口无虚焊、针孔、堵塞、明显焊瘤、过火。1/1自 检 内 容焊接时注意使用挡火板保护。注 意 事 项物 料 表设 备/工 具/工装技术参数焊接时必须加氮保护,防止管路内部氧化。不能烧伤防振胶、泡沫垫、管套等其它部件。互 检 内 容
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码









 龙之小德or龙帝归来
龙之小德or龙帝归来
本文标题:冰箱通用焊接作业指导书
链接地址:https://www.777doc.com/doc-4263048 .html