您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 质量控制/管理 > aac_CQC产品认证实施程序(doc 6)
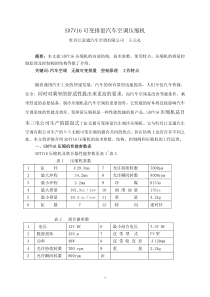
1第5章典型零件加工质量控制与检测5.1丝杆5.2变速箱箱体5.3圆柱齿轮5.4密封套5.5弧形支架5.6球面连接杆零件加工5.1丝杠5.1.1加工任务:产品图见图5-1读图建立产品立体概念1.普通螺纹、键槽、梯形螺纹、顶尖孔表示方法、作用2.尺寸精度IT7-9级(IT级特点、值转化等级方法涉及基本尺寸和公差带)3.几何公差:对称度(位置度)和端面(轴向)圆跳动4.粗糙度:实质意义(微观形状误差)、Ra、Rz5.技术要求:淬火定义、作用和三种硬度表示方法6.材料:合金钢345.1.2总体分析1.零件图样分析(1)图中以2-φ22f8mm轴线为基准,台阶端面与其有跳动公差,公差值为0.01mm。(2)工件材料为40Cr钢,零件尺寸变化不大,结构也不复杂,故采用棒料作毛坯。(3)零件有调质要求,故加工过程中应适时转序。(4)零件的主要加工表面为螺距P=6mm的梯形螺纹而且精度和表面粗糙度要求较高,应引起高度关注。综上分析:阶梯轴类零件(概况复述);毛坯圆钢,选用直径大于零件直径,考虑余量;热处理工序于半精加工之前;几种加工达到质量水平:粗加工:IT12-13粗糙度Ra10-80半精加工:IT10-11粗糙度Ra2.5-10精加工:IT7-8粗糙度Ra1.25-2.52.零件毛坯图补充知识:(1)加工余量:从毛坯表面切除的金属层厚度。分为工序余量和总余量。(2)加工余量确定原则:保证使用满足经济性。(3)确定加工余量考虑的因素:上道工序留下的误差,如尺寸和几何误差及表面粗糙误差和缺陷;本道工序安装误差;热处理变形误差(4)加工余量确定方法:估计法、查表法、计算法丝杠毛坯图如下:75.1.3工艺分析(干什么?何时干?如何干?)(1)从零件图可以看出,该零件上的2-Φ22f8外圆及端面是装配基准,用以装配其他零件,因此必须保证台阶端面对轴线的跳动公差。一般可釆用磨2-Φ22f8外圆时靠磨端面的方法解决。(2)零件属轴类零件,可用两顶尖孔定位的方法,以保证基准统一。因短轴最小端直径为16,且工艺过程不长,故顶尖孔不宜过大选择A2即可。(3)零件的长度L与直径D的比值较大,属于细长轴,刚性较差,因此在加工中应釆取有关措施增加刚性,切削时切削用量不宜过大。(4)零件的最高精度和最高表面粗糙度为2-Φ22f8和Φ16g8外圆柱表面Ra1.6,据此,加工阶段应划分为粗一半精一精3个加工阶段,用精加工来确保加工质量,精加工釆用磨削的方法。零件的调质处理安排在粗加工之后、半精加工之前进行。(5)零件结构不复杂,且为中小批量生产,3个加工阶段分别完成不同的加工内容:粗加工基本成形,半精加工完成2-Φ22f8外圆和Φ16g8的精加工准备,并完成各倒角、沟槽及M16x1.5螺纹的加工(6)铣5H9键槽属半精加工,一般安排在车后,磨前完成。(7)M16x1.5螺纹的加工工艺分析:使用高速钢螺纹车刀加工时,生产率低,但尺寸容易控制,不易产生废品;使用硬质合金车刀加工时,生产率高,表面质量好,但尺寸不易控制,容易产生废品。(8)梯形螺纹的加工是此工件的重点加工部位,由于精度和表面粗糙度要求较高,应粗精分幵,并安排在其他表面全部完成后进行精车。(9)梯形螺纹的加工方案参见图5-3。11125.1.4工艺过程卡1.定义:以工序为单位列出零件加工生产所经过的工艺路线(过程)工序:同样的工作条件下完成同样的工作内容。2.内容:按加工顺序将工序的名称、工序内容和所需的设备、工装等相关内容进行规定。3.作用:是其他工艺文件编制的基础,生产准备和生产组织的依。下表5-1为丝杠的工艺过程卡131415165.1.5工序卡1.说明每一工序工序号、名称、内容和在加工时的工艺参数、设备工装及操作要求。2.指导工人具体操作的文件(如何干)。以下为丝杠工序卡1819202122235.1.6综合检验卡对零件工序加工后需要检验的内容、检验的工具进行明确(文字和图样表示),按要求进行检验。25262728295.5弧形支架5.5.1加工任务:见图5-13零件图5.5.2-5.5.3工艺分析分析:1.带孔柄类零件,35#钢锻造性能好,选用锻件毛坯-模锻-正火-切削加工2.加工余量:包括锻造余量和机加工余量零件毛坯图5-14如下:5.5.4-5.5.6工艺过程卡、工序卡和检验卡如下图所示31323334353637383940414243444546474849505152535455565758596061626364656667686970717273747576
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码
![[物流管理]电子商务物流管理(ppt 76页)](/doc-29567.png)



 a13757225741
a13757225741
本文标题:aac_CQC产品认证实施程序(doc 6)
链接地址:https://www.777doc.com/doc-429253 .html