您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 质量控制/管理 > 某公司热处理质量控制程序(含表格)
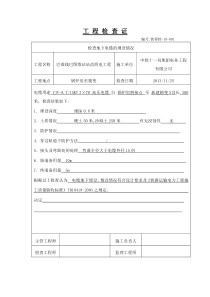
1热处理质量控制程序1.范围本规程规定了我厂热处理工件的生产过程,适用于我厂所有需热处理的工件。由铆焊一车间编制,热处理班具体执行。2.引用文件a)钢件的淬火与回火b)热处理炉有效加热区测定方法c)抽样标准d)热处理生产过程安全卫生要求e)火力发电厂焊接热处理技术规程3.职责3.1技术人员的职责a.熟悉相关规程,熟练掌握、严格执行本规程,组织热处理人员业务学习。b.负责编制热处理施工方案、作业指导书等技术文件。c.指导并监督热处理工的工作。d.收集、汇总、整理热处理资料3.2热处理工的职责2a.执行本规程,按规程规定、作业书、工艺卡进行施工。b.记录热处理操作过程。c.在热处理后进行自检。4.基本要求4.1热处理人员要求热处理人员必须经过专门的培训,具有丰富的热处理技能,熟悉热处理设备的操作。4.2设备要求4.2.1炉子、仪表要求所用炉子、仪表均需符合国家相关标准。1、2、3号炉应符合控温精度±5℃,保温精度±15℃的要求,4、5号炉应符合控温精度±5℃,保温精度±20℃的要求。自动记录仪所打曲线读数误差不得大于0.5%。并且应按照相关标准定期检测仪表与炉体。4.2.2工装要求热处理工装必须符合实际、能保证工件质量、操作方便、自重轻、耐用。在使用前必须检查是否有破损,裂纹,能不能承受工件重量。4.2.3工件要求凡需进行热处理的零件不应有裂纹、夹渣、折叠等缺陷,不得有大面积的黑皮。凡需表面淬火处理的工件表面应有较高的光洁度,不得有飞边、毛刺、刀痕等缺陷。大型锻件在热处理前应进行100%超声波探伤。34.2.4检测仪器要求热处理的检查仪器必须符合国家相关标准,并按照要求定期送检。4.2.5辅助设备要求热处理辅助设备包括行车、冷却水管、绳索、夹具等,都要有专人负责并定期检查。4.3.6安全要求a.热处理作业时应穿戴必要的劳动防护用品,防止烫伤、触电,在吊装4、5号炉内工件时必须系好安全带。b.应在工作现场放置足够数量的灭火器材,并设置高温、有电等警示牌。c.在加热时必须随时有人在场值班,禁止非相关人员进入热处理现场。在吊装工件时保证至少2人在场,在起吊大型工件或吊装5号炉内工件时,保证至少3人在场。d.热处理工作完毕后应切断电源,检查现场,确认无引起火灾的危险后方可离开。5热处理生产程序5.1热处理准备阶段5.1.1工装、炉子选择热处理前应根据工件大小和形状选择合适的工装与炉子,具体选择办法见附表1。5.1.2热处理配炉4a.配炉时要考虑工件的材质,不同材料、工件混装时应先看所混装的工件是否有相同的技术要求,如果有相同技术要求则可配炉。但要满足5.1.2.b的要求。b.在满足5.3.1a条件下热处理工件尺寸不能相差太大,一般最大截面积与最小截面积比为2-2.5则可配炉。c.同一编号工件尽量同炉处理。5.1.3生产前的检查a.装炉前要检查设备是否完好,所有活动的零件是否运转正常。b.检查冷却液是否充足,温度是否在允许范围内。水10-40℃,油30-120℃。c.检查热电偶,记录仪,仪表是否正。d.检查辅助设备、器具是否良好。e.核对工件材料、编号是否正确。5.2热处理装炉装炉时必须满足以下几点a.装炉前一定要断开电源(电源指示灯熄灭),严禁带电作业。b.按照5.1.1中规定的方式装炉。c.工件(工装)应放在炉膛的有效加热区,工件(工装)不能直接接触电阻丝、炉壁、炉盖。d.工件(工装)必须保持水平,在使用分层工装时必须确保其不会侧翻后才能盖炉盖。必要时可在工装下方加垫块。5f.对于尺寸超长的工件一定要保持垂直状态,尽可能减小变形。5.3加热温度与保温时间的控制5.3.1加热温度的控制a.加热温度按照热处理工艺要求执行,在实际操作中要严格执行,可根据当前室温情况在工艺规定的温度上下线中微调。回火温度可根据淬火后硬度情况适当调节。b.淬火、正火、退火加热时,当工艺中没有特殊的升温速度要求时,形状复杂、要求畸变小或合金钢铸造的大型件以速度30-70℃/h升温到650℃保温1h,再以50-100℃升至所需温度。形状简单或直径小于400mm的中碳合金钢可以不控制加热速度。焊后去应力退火的升温速度不大于6250/δ(δ为焊件最大厚度)且小于300℃/h。c.升温温度与保温时间以自动打点记录仪打的点为依据。d.热处理工要勤看仪表与自动打点记录仪上的温度,如发现温度应及时报告。5.3.2保温时间的控制a.热处理加热时间应严格按照热处理工艺单执行,根据打点记录仪判断,保持在工艺要求时间±10min以内。b.热处理保温时间以打点仪所打曲线到温时开始计算,如果有多条曲线则以最后到温那条曲线为依据。5.4冷却过程的控制5.4.1正火冷却6正火工件出炉后应放在四周通风的地方,保证冷却速度,不可放在封闭的环境中。如有条件应将每个工件散放不要堆叠。5.4.2淬火冷却a.按照工艺要求的冷却方式严格执行。b.淬火前应开启循环冷却系统,打开排烟风机,水温不得超过40℃,油温不得超过120℃,超过此范围禁止淬火。要求空淬的工件出炉后应放在通风的地方。c.淬油前应在行车挂钩上挂好手动葫芦,再在葫芦的挂钩上挂起吊挂钩。淬火时葫芦的拉绳由专人控制。.d.工件出炉到进入冷却液这个过程一定要注意安全,并且要快、准、稳避免温度下降过多。e.工件进入冷却液后由行车带动在冷却液中来回走动。f.油淬时当油面不在翻滚,工件出油时不复燃则可吊出油面。水淬时当听不到水鸣音,水面不再剧烈翻滚则可吊出水面。表面淬火时用桶另装冷却液。g.淬火后在工件冷却到室温前应及时回火。5.4.3回火冷却按照工艺要求执行,出炉后放在通风的地方,禁止在炉内缓冷。5.4.4去应退火冷却按照工艺要求执行,当达不到冷却要求时可半揭炉盖加速冷却,当没有特殊冷速要求时,冷速v≤6250/δ(δ为最厚板厚)且不大于300℃/h。76热处理检验6.1外观检验工件热处理完成后应立即检查工件有无变形,裂纹。如果自检没有发现问题则及时通知质检人员进行验收。如发现有工件有可恢复性缺陷时应在技术人员指导下进行处理,必要时做第二次热处理。如发现有裂纹等不可修复缺陷第一时间通知相关部门。6.2硬度检验调质完成后在每一炉中取有代表性的工件进行自检,1-10件装取2件,11-100件取3件,大于100件的取4件。每件工件选两处打点,每处打五点硬度,取平均值,并做好自检记录。对于调质硬度不合格的工件由热处理技术人员根据情况对工件进行第二次调质,但调质次数不能超过三次,超过三次不合格则该工件做报废处理。6.3对有特殊要求的工件还应进行金相检验及机械性能测试。7热处理记录7.1工件、图纸到热处理班后由班长做好台账记录,包括工件的编号、数量、材质、名称等信息。7.2工艺卡到达热处理班后由热处理班班长做好工艺卡的编号、分发工作7.3热处理工序完成后热处理班长把图纸转交下一道工序,并做好图样交接记录。7.4每完成一炉工件热处理班班长对打点记录仪打的记录纸进行编号,在记录纸上要写好工件的编号、材质、数量、日期等信息,并存档。87.5热处理工序完成后在工件表面用黄色油漆写好编号、材质、图号再转下一道工序。大型工件每一件上都要做好标记,小型工件则选写。9附表1类别工件工装装炉方式装炉量(件)备注曲柄大小分层式工装平放小框≤150大框≤300不允许堆叠,件与件之间不允许接触压环大小分层式工装平放小框≤100大框≤250不允许堆叠叶片轴大小分层式工装立放、倒放小框≤60大框≤150不允许堆叠,根据具体尺寸选择立、倒放螺母大小分层式工装平放,孔朝下小框≤100大框≤250不允许堆叠螺栓小分层式工装立放≤100不允许堆叠,不允许相互接触主轴小框大小杆式工装立放≤3必须垂直水平面,件与件之间保持50mm以上间距,用铁丝固定芯轴小框式工装立放≤10必须垂直水平面,件与件之间保持50mm以上间距,用铁丝固定毂盘小杆式工装平放、串装,孔朝下≤4每层由垫铁分开,保持40-50mm间距,必须保持水平中介环I大杆式工装立放,用筋板焊接,使之垂直托盘≤2尽量保持垂直中介环II大杆式工装平放、串装≤8每层由垫铁分开,保持40-50mm间距,必须保持水平轮毂大小杆式工装平放,串装,孔朝下≤3每层由垫铁分开,保持40-50mm间距叶轮毂大杆式工装平放,串装,孔朝下≤2每层由垫铁分开,保持40-50mm间距A、B盘大小杆式工装平放,串装≤8每层由垫铁分开,保持1040-50mm间距,必须保持水平外套、半联轴器框式工装平放≤15避免大面积接触调节盘框式工装立放≤15避免大面积接触端盖框式工装立放≤15避免大面积接触销、键框、分层、杆式工装倒、立放≤300卡套框、分层、杆式工装平放,孔朝下≤300轴承套框、分层、杆式工装平放,孔朝下≤300
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码


 vvbbeerr12
vvbbeerr12
本文标题:某公司热处理质量控制程序(含表格)
链接地址:https://www.777doc.com/doc-4321232 .html