您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 质量控制/管理 > 提高利润的压铸生产管理模式与质量控制
1、提高利润的压铸生产管理模式及现场质量控制报告人:闫念一报告内容压铸行业提高利润的生产管理模式1.彻底消除生产浪费,提高利润2.现场管理实现过程控制,条件管理3.彻底的推动持续改善,良性循环生产模式4.压铸现场质量体系建立压铸行业提高利润的生产管理模式国内的压铸生产企业高速发展,压铸企业的规模及生产企业数量不断增加。客户要求的质量不断提高,产品的价格不断降低,交货期更加严格,产品种类繁多等等这一切,使压铸行业的利润不断降低,如何保证利润,提高产品质量,保证交货,降低成本的课题摆在每个压铸工厂面前。这里从以下几个方面和大家探讨这个问题。成本成本利润利润增利成本利润增利成本利润原售价新售价新售价1.彻底消除生产浪费,提高利润。降低成本提高利润原料压铸附加价值搬运检验搬运成品搬运销售资源商品转换1.彻底消除生产浪费,提高利润压铸的生产流程压铸生产可以讲就是从铝合金到客户要求产品的一个过程,只有在压铸这个过程中实现附加值(创造利润)。其他的过程都是一个产品成本增加的过程。一切不创造价值的活动不能够提高附加价值的部分现在的能力=工作+无效劳动(浪费)对于生产作业人员:动作-工作=浪费0人的活动作。
2、业浪费高附加值作业压铸本身无附加值作业拆包装搬运取零件等根本没有必要的部分等待、不良品修理、制造不需要的产品等1.彻底消除生产浪费,提高利润.研究这些浪费的主要目的就是结合在压铸生产过程中的每个环节如何减少7种浪费,去除不产生附加价值的环节,从而实现成本的降低。实现利润提高。每个压铸企业要通过对生产中的浪费的研究,最大限度的减少这些浪费,这是摆在每个压铸工厂的紧急、关键的问题。关键就是生产方式的改变。下面对浪费的分析,可以提供如何控制成本的减低方法。1.彻底消除生产浪费,提高利润为.1.库存的浪费2.等待的浪费3.搬运的浪费4.加工的浪费5.制造过度的浪费6.动作的浪费7.制造不良的浪费1.以彻底消除生产浪费,提高利润为目的.浪费无处不在浪费的种类(7大“最”状)(1)制造过度部品欠品设备故障计划未完不良发生问题点(2)库存(3)搬运(4)等待(5)动作(6)加工(7)不良品最大最恶最多最低最深最长最隐①材料・部品被提前吞吃②电、空气等能源的浪費③货架与箱子的增加④搬运者,运输的增加⑧在庫增加不断增加,产品库房增加到销售为止的时间变长(转换为钱的速度减慢现金流减缓)没有卖出生产的产品(。
3、何时畅销不知道)“过量生产会产生新的浪费(二次的浪费)1.过量生产的浪费⑥使先进先出的不能保证⑦会造成库存空间的浪费⑤会把等待的浪费隐藏起来,掩盖稼动率不足的问题客户回款---减去成本=利润这里的每项都在减少利润,这是要考虑的问题过量生产的浪费是所有浪费产生的原因1.过量生产的浪费①对于压铸的设备・品质等的良好无保证②压铸设备的生产能力表面上看的很好③不生产,停线是罪恶的想法。④作业员太多,并不断招人,人员不够用。“过量生产浪费”的发生理由⑤业务订单预测有误⑥生产计划与统计错误压铸的生产过程中,由于计件,怕质量,设备故障,把产量为中心这样产品的利润大大减低,生产多利润多是一种错觉而已。(1)过量生产的浪费①订单为中心的生产系统②单件流动,一个流生产线③看板管理的贯彻④快速换线换模⑤少人化的作业方式⑥均衡化生产①设备能力并非一定是埋没。②生产能力过剩时,应尽量先考虑减少作业人员,但并非辞退人员,而是更合理、更有效率地应用人员,人员轮岗等过量的生产,大量的风水电等的前期投入,产生大量的浪费,背离利润的轨道,压铸工厂要从以上方面进行深入研究,改变生产多,利润少的局面。库存使利润不翼而飞企业“。
4、成就”了银行(2).在库的浪费2.在库的浪费①不良品存在库房内待修②设备能力不足所造成的安全库存③模具更换时间太长造成每次大批量生产的浪费,设备的故障。④采购过多的物料变成库存①产生不必要的搬运、堆积、放置、找寻、防护处理等浪费的动作②使先进先出的作业困难③损失利息及管理费用④物品之使用价值会减低,变成呆滞品⑤占用厂房、造成多余的工作场所、仓库建设投资的浪费⑥造成无形的浪费会111111的问题点设备能力及人员需求误判对场地需求的误判容易出现呆滞物料产品品质变差的可能性没有管理的紧张感千万别出问题啊!2.在库的浪费库存作为压铸最恶的浪费,对产品的质量,成本的控制,问题的改善及解决设备的故障,不能及时对策,问题不能彻底解决,工厂的管理导致失败。部品欠品设备故障计划未完不良发生问题点在库量多机械故障和不良品发生时,交货期可以应用在库低减来对应,需要紧急解决的问题没有显在化(问题被隐藏)在库量没有机械故障和不良品发生时,无法及时对客户交货,发生问题,必须对紧急维修和不良对策的出台。水量(库存)低减,石头(问题)就显现出来问题被隐藏,合理制造产品变成不可能,管理失效,不解决彻底问题2.在库的浪费。
5、问题易于暴露对策①库存意识的改革②U型设备配置③均衡化生产④生产流程调整顺畅⑤看板管理的贯彻⑥快速换线换模⑦生产计划安排考虑库存消化注意点①库存是万恶之源②不断的降低安全库存2.在库的浪费(3).搬运的浪费・必要以上的搬运距离・临时堆积,搬运・搬运车辆的空车行走・检查的搬运・各工序的搬运・各仓库之间搬运・破损、刮痕的发生3.搬运的浪费①生产线配置不当;②工程间协接不好③坐姿作业④设立了固定的半成品放置区①U型设备配置②一个流生产方式③站立作业④避免重新堆积、重新包装①工作预置的废除②生产线直接化③观念上不能有半成品放置区④人性考虑并非坐姿才可以⑤不良品的搬运(4).等待的浪费・等待东西来・压铸单元自动作业时,作业员站在旁边只做值班工作,即使想作业,但因为机械在自动作业中,无从下手①自动机器操作中,人员的“闲视”等待②作业充实度不够的等待③设备故障、材料不良的等待④生产安排不当的人员等待⑤上下工程间未协接好造成的工程间的等待4.等待的浪费①生产线布置不当,物流混乱;②未均衡化生产③生产计划安排不当④工序生产能力不平衡⑤材料未及时到位⑥品质不良压铸企业时时刻刻在招人,就企业而言研究人的等待。
6、,可以有效的提高人员的利用率,减少人员的浪费,实际上每人的有效工作时间一般不足5H,这方面值得研究和思考。①采用均衡化生产②一个流生产、设备保养加强③实施目视管理④加强进料控制,标准手持设定4.等待的浪费①自动化不要闲置人员②供需及时化⑤明确人员分工(5).动作的浪费在物品的制造过程中没有必要的行为(目的以外)・物品的左右手交换取用(重复抓取)・没有使用一个部品,同时取2个部品以上,用剩的部品再返回部品箱里・作业中出现错误,进行修改・伸手取远处的部品,甚至走着去取部品・未倒角之产品造成不易装配的浪费・动作顺序不当造成动作重复的浪费・寻找的浪费······5.动作的浪费①作业流程配置不当②无教育训练③设定的作业标准不合理①一个流生产方式的编成②生产线U型配置③标准作业之落实④动作经济原则的贯彻⑤加强教育培训与动作训练①补助动作的消除③预定时间标准原则(PTS)②作业标准(6).加工的浪费产品的制造方法作业的做法人跟机械做的工作,是否真的是必要的工作(产生附加价值)(7).不良的浪费・制造不良品(无法销售的物品)材料的重加工或报废在作业中,谁都不想把不良品生产出来,但做着做着不良品就不知不。
7、觉地出来了・不良品修正工数(用于修正的劳力)的重复犯了最低级的错误,将金钱直接丢进垃圾桶7.不良的浪费①因作业不熟练所造成的不良②因不良而修整时所造成的浪费③因不良造成人员及工程增多的浪费④材料费增加①标准作业欠缺②过分要求品质③人员技能欠缺⑤认为可整修而做出不良④检查方法、基准等不完备⑥设备、压铸模具造成的不良①自働化、防误装置、标准作业②在工程内做出品质保证“三不政策”③一个流的生产方式④品保制度的确立及运行⑤定期的设备、模具保养①能回收重做的不良②能修理的不良7.不良的浪费③误判的不良降低浪费要研究的课题1.建立何种生产方式2.人员岗位及技能的提高,培训的开展3.生产系统,看板,目视化管理4.IE工业工程学的研究5.生产现场质量系统建立6.5S及持续改善体制建立7.库存及生产计划系统的建立8.TQM.TPS的全面开展9.压铸技术,模具技术,熔化技术研究我无法使用它!哦!喔!1-从设计中防止犯错2-防止过程变异着手3-做好制程条件管理4-在制程中发现缺点2.实现压铸现场过程控制,条件管理2.实现压铸现场过程控制,条件管理压铸的自动化压铸单元的不断发展为过程控制,条件管理提供有利条件。
8、压铸单元平面布局图式样压铸单元内部的过程控制条件管理设置模具的控制模具的温度场控制模具的冷却水控制压铸单元冷却系统压铸模具的冷却水系统压铸单元内部的过程控制条件管理设置压铸参数的实际设定对比模具温度场的成像压铸参数的实时输出显示核心工艺参数的范围控制压铸单元内部的过程控制条件管理设置:压铸工艺参数速度压力设定压铸工艺参数速度设定脱模机喷涂系统可调整设定压射过程的仿真压铸单元品质控制系统压铸单元内实现品质控制2.实现压铸现场过程控制,条件管理以上压铸生产中的,模具冷却水,温度场控制,压铸工艺参数实时控制系统,压铸条件的设定的控制,试模过程的分析,压铸单元内部的质量控制分析系统,新的压铸工艺在压铸生产中使用,可以实现压铸全过程的过程控制,条件管理。这些促成压铸生产中的全过程的数据控制,对这些系统的研究有利于产品质量的提高,产品的附加值提高,减少生产过程的不必要的各种浪费,对利润提高是有利的。管制:源头管制:装配线、作业标准管制:信息\可见性管制例:指导表、REPORT、CONTROLCHART管制:基础教育、指定培训、奖惩管制:状态关注方法,人,材料,设备变化管理资本周转加快成本低减销售额。
9、增加制造周期缩短在库、在制品减少产能提升平均恢复时间下降平均故障间隔时间MTBF提升不良率下降-价值流分析-全员参加的6S活动-设备布局使工序流畅化-适合现场的U型线-工程间连续流制造-实现一个流生产-生产的平均化和平准化-培养多能工(一人多序)-实施标准作业-少人化改善-TPM和自主保全活动-看板运行(拉动式生产)-品质保证(自働化、防错)等方针展开:关键目标和指标控制工具性支撑士气性支撑-全员参与的创意改善提案活动-全员参与的QC质量小组活动-OJT职场教育-多能工训练-课题的改善团队-精益道场的设置-岗位轮换制等尊重员工持续改善①管理成本②干部比率③间接人力比率④核心人力数……①销售预测正确度②回款天数…...①采购价降低率(CD)②供方督查(品质)③就近现地化比率…..①Q-Cost②直通率③返工率④报废率⑤内外不对票⑥内、外部损金⑦预防人力数/检查人力数…①制造LeadTime②人均产值③制造加工费用④在制.在库天数⑤换产时间⑥人数及比率⑦工作轮换…①开发LeadTime②计划达成率③开发目标品质、目标成本达成④部品共用化及部品减缩⑤设计标准化…其他营销采购品质制造开发费用低。
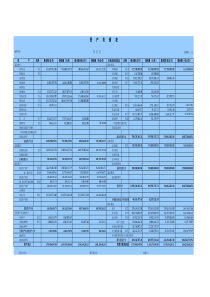
10、减(加班)3.彻底推动持续改善,良性循环生产模式易难足缺通过不断的持续改善,实现利润的最大化压铸企业课题,发展之路3.彻底推动持续改善,良性循环生产模式企业利润的增长,企业的不断发展,良性循环的生产模式是建立在持续改善的基础上的。通对各种技术性工具的研讨,得到合理的持续改善技术,不断的应用到压铸生产中。实现压铸企业的技术先进性,产业先进性,管理先进性。压铸企业建立改善研究机构是必要的。4.压铸现场质量体系建立现场质量管理体系图4.压铸现场质量体系建立现场质量管理的道具1现场质量管理的道具2现场质量管理的道具3现场质量管理的道具4现场质量管理的道具54.压铸现场质量体系建立年月日サイクルタイム分解番号まで 品質チェック安全注意標準手持ち標準手持数タクトタイム作業内容から 標 準 作 業 票作成改定材料を取る完成品を置く05032331/130″30″材料完成品MIC-2005PIC-1703ASY-0815AIS-01123456①②③④⑤⑥⑦⑧⑨⑩□ 定常低頻度作業■ 定常作業■ 1人作業危険度ランク Cランク(必要項目の□を■に塗りつぶす)□ 非定常低頻度作業□ 環境影響。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码

 dikexw
dikexw
本文标题:提高利润的压铸生产管理模式与质量控制
链接地址:https://www.777doc.com/doc-433536 .html