您好,欢迎访问三七文档
当前位置:首页 > 机械/制造/汽车 > 综合/其它 > 松下机器人中厚板软件教学讲义
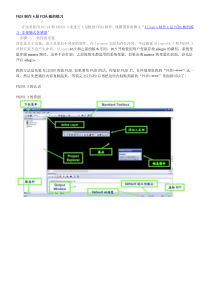
松下机器人中厚板软件教学讲义.ppt一、硬件介绍二、接触传感器讲解三、电弧传感器讲解四、中厚板软件讲解本次课程分为四部分一、硬件介绍中厚板焊接系统主要硬件介绍1、接触传感器2、电弧传感器3、清枪剪丝装置为了提高接触传感的精度,焊枪上使用了松下特有的焊丝压紧机构防止焊丝在接触工件及动作过程中,焊丝长度发生变化。为了提高送丝性能,配合焊枪工作,配备了带有压紧机构的送丝装置。4、带焊丝压紧机构的焊枪5、带压紧机构的送丝装置压紧气缸压紧气缸压紧气缸二、接触传感器讲解接触传感器的作用使用接触传感器的原因:每个工件的焊缝位置可能会有偏差,如果按照示教轨迹来焊接就会有焊偏的可能,如果按照工件的焊缝位置来焊接就能达到要求。接触传感器的优势:1、焊枪的周围不附加设备,没有干涉的困扰。(能焊接的部位就能传感,能传感的部位就能焊接)2、传感和焊接时使用的都是焊丝,所以硬件不需要反复调整。当然也有些限制,关于这一内容,以下课程有详细介绍。补正示教位置,是接触传感器的目的。概念解释:1、在示教界面下会出现SLS的图标,意义是:传感菜单。SLS是Sensor-lessSensor(Sensing)的略语,意思是【不需要使用特别的传感用器件】。2、补正:不改变示教登录内容,只是暂时与现在的焊缝位置对齐,称为补正。接触传感器的作用接触传感器的原理在焊丝与母材(工件)之间外加电压,焊丝向母材慢慢接近,接触的一刻检测出电压,由此可以检测出母材(工件)位置。移动方向称为传感方向例如:在某时、从某位置、向某方向移动的话,会在某位置处产生检测。位置A开始B方向移动位置B检测在其他时刻发生了偏差,从同一位置、向同一方向移动的话,会在某位置B’产生检测。位置A开始在位置B´检测B’B方向移动B这样就得到了位置B与位置B´的差。位置B和B’差的意义BA焊接部位A焊接部位接触传感器不是直接地寻找焊缝的位置。图例中我们能够看到,传感只是找到了传感方向上焊接部位的构件(上图中的立板部分)的差(B与B´的差)。该差将作为焊接部位的传感方向上的位置差被使用。B´BA焊接部位B´A焊接部位上图这种情况,差值(B与B´的差)就不能正确计算出焊接部位。此时,是否可以使用接触传感器,要看工件所要求的精度、焊接规范等。工件精度较差时的应用实例分别在作业开始点和作业结束点进行3点传感1、在开始位置进行3点传感2、在结束位置进行3点传感传感动作和补正1方向(1轴)传感情况2方向(角焊缝)传感情况系统自动将2个方向补正叠加在一起生成1个方向上的补正。补正的叠加-多重传感P1P12P8P4P7P2P11P6P10XYZP3P5P9下图程序为至少两个方向的补正的情况,程序中将补正进行了叠加。工件表面的状态对接触传感的影响接触传感器的功能是在焊丝与母材(工件)之间加高压,通过检测通电,来检测出母材(工件)位置。如果母材表面上存在绝缘薄膜(锈蚀、油污、漆等):1、加低电压,使焊丝与母材(工件)接触,不能正常通电。2、加高电压,破坏绝缘薄膜,能够放电(电火花)。通常,焊丝与母材都是与焊机连接在一起的。在加高电压时,为了保护焊机,需要将焊机断开。高压接触传感器的作用就是将焊丝、母材与焊机断开。由此可知,母材表面如果没有绝缘薄膜,也可以不用高电压。如果想使用接触传感器的话,可以使用低压接触传感来代替高压接触传感。接触传感器的连接这部分在焊接时会有焊接电流流过。特别说明:TAWERS机器人所用的接触传感器与标准接触传感器不能通用。现阶段,TAWERS用接触传感器型号为:YA-AQBST1标准传感器型号为:YA-ARBST1HDF绝缘部位+侧-侧焊接电缆电压检测电缆由于传感时会附加DC560V高电压,很容易引起泄露,因此现场的绝缘非常重要。导致接触传感产生误差的主要原因焊丝干伸长的变动焊丝弯曲程度的变动焊丝尖端形状的变动剪丝机构、拉丝机构、焊丝助力机构等的不正确使用,对焊丝伸出有一定影响。焊丝有时会被磁化,此时铁粉会被吸附,同样会导致上述的状态。传感接触方式以采取焊接时的焊枪姿态进行传感为根本。2、如右图所示:沿着板材端面长边方向传感时,也可用焊丝肚来接触。3、传感的是边缘而非平面时,用焊丝肚更容易进行跟踪传感。1、多采用如左图所示通过焊丝尖端进行接触的方式接触传感器使用上的注意点1、接触传感可以生成1个方向的补正,也可以生成2方向(角焊缝)的补正。如果工件在多个方向均有偏差时,需要组合使用传感器,进行多方向补正的叠加。但是接触传感并非为0误差,并不是随便多叠加就好,需要具体工件具体分析。2、如果将运行过的接触传感程序文件另存为其他文件名时,将无法正常进行,请关闭文件重新打开后另存。3、接触传感器所补正的位置如发生改变,请务必先执行接触传感。位置①P9点中的补正编号(7),是由位置②得来的,而位置②中的补正编号(52)又是由位置③得来的。因此可以看出补正叠加的形式。同时,位置①⇒②⇒③又是相互关连的。②①③三方向传感圆弧传感间隙检测坡口宽度跟踪三、电弧传感器讲解电弧传感器原理基本原理:使用具有稳压特性的电焊机时,由于电压是恒定的,因此焊丝干伸长的变化即为焊接电流的变化。弧长长→电流小摆动焊接电流变化电弧摆动弧长短→电流大如摆动位置在水平方向上发生偏离,则电流会出现左右失衡的现象。如摆动位置在垂直方向上发生偏离,则平均电流值会发生变化。电弧传感器参数解释电弧传感器焊接电流摆动时机摆动中电流的失衡⇒摆动方向(H方向)上位置补正摆动中平均电流的变化⇒摆动方向垂直方向(V方向)上的位置补正H方向上的位置补正V方向上的位置补正电弧传感器作用是:输入每次摆动周期焊接电流的测定值,在摆动过程中适时将其转换成H方向与V方向上的位置补正值并加以输出。输出的H方向与V方向的位置补正值合适与否,取决于所输入的焊接电流。如输入值合适,则也可得到合适的输出。如果电弧传感跟踪效果不好,可推测:原理中所示的焊接电流的变化并没有反映到电弧传感器上。此时,需改变焊接条件(电流、电压、速度)・摆动形状(摆幅、间距、频率)・焊枪姿态(U,V)等等,以使焊接电流的合理化。当进行短路焊接时,对电弧传感器来说,所输入的焊接电流极其不稳,所输出的H方向与V方向上的位置补正值的可靠度降低。要在此状况下进行短路焊接,就得先将反映H方向与V方向上的位置补正值轨迹的程度调低,也就是参数中所说的增益。CO2焊接时的增益值(H1st、H2nd、V)设在104~115范围内比较理想。而脉冲焊接中多数为全部设为0。电弧传感器的连接电弧传感单元焊接电源机器人控制装置母材焊枪一側母材一側母材电缆焊枪电缆电弧传感器使用注意事项电弧传感的目的是:对焊接过程中产生的位置偏差加以补正。不是直接检测位置,而是借助焊接电流间接地寻找位置。电弧传感的效果受焊接的方式、状况等因素影响。点固焊的焊点较大影响电弧传感的主要原因点固焊的焊道较长或不规则工件间隙较大工件表面整洁度太差焊道位置骤然发生变化工件散热不好电弧传感器应用事例仅在开始点用接触传感加以补正,之后用电弧传感进行焊接P1P12P8P4P7P2P11P6P10P3P5P9第3层第2层第1层第1层使用电弧传感数据,以后各层进行焊接,同时第1层的电弧传感补正也反映到第2层、第3层…。四、中厚板软件讲解松下中厚板软件学习说明1、松下机器人标准软件和厚板软件的学习是以掌握基本操作为前提。2、厚板软件的应用完全区别于标准软件,但是机器人的功能设定不发生变化。3、厚板软件中的MNU菜单和SLS菜单集成了多项功能。4、厚板软件的掌握过程就是对MNU菜单和SLS菜单的充分理解和掌握的过程。MNU菜单说明MNU菜单的用处:编辑焊接条件时使用,通常称为焊接菜单。大MNU编号从0~99说明MNU菜单的数量为100个小menu的编号从0~99说明每个大MNU菜单中又包含了100个小menu可用于编辑的焊接菜单数为1万个MNU菜单说明MNU菜单中集成了多项功能,包括:电流、电压、速度、摆动形式、频率、多层多道焊接设定等内容。MNU菜单说明电弧传感功能也在MNU菜单中进行设置,通常选择【每次测量干伸长度模式(无采样)】MNU菜单说明第一次进行厚板软件的使用时,需要进行焊接相关参数的设定。MNU菜单说明多层多道焊接如图,显示的为三层焊道中的第一层焊道。每层焊道衔接时,焊枪可以变换角度和距离。MNU菜单说明多层多道焊接MNU菜单说明多层多道焊接多层多道焊接开始命令多层多道焊接结束命令命令在(中厚板)一栏中SLS菜单说明SLS菜单的用处:编辑接触传感时使用,通常称为传感菜单。大SLS编号从0~99说明SLS菜单的数量为100个小SN0.的编号从0~99说明每个大SLS菜单中又包含了100个小SN0.。可用于编辑的传感菜单数为1万个SLS菜单中包含了多种类焊道传感形式。SLS菜单说明每种传感动作中,又包含了多个方向的检测。传感动作种类一轴传感最大传感距离传感速度退避距离传感动作种类一轴3D传感普通的X、Y、T动作方向的指定要由水平方向上承担。使用程序库中的倾斜传感(3D传感)时,如右图所示,指定了水平方向的角度后就可以进行倾斜方向的传感。传感动作种类两轴传感最大传感距离传感退避距离退避距离传感速度传感动作种类坡口传感1(宽度检测)最大传感距离传感速度退避速度传感动作种类坡口传感2检测退避前送速度退避速度退避距离最大传感距离首次传感速度坡口检测前送距离传感速度坡口检测判断距离传感动作种类坡口传感3坡口检测前送距离坡口检测判断距离检测退避前送速度检测退避前送距离传感动作种类レ形坡口传感传感速度检测退避前送距离退避距离传感动作方向传感方向分为2种:1、以机器人坐标方向为基准的方向2、以工具姿势为基准的XY平面内的方向(1)以机器人坐标方向为基准的方向即机器人坐标轴的方向。各个方向分别由+、-两方向,表示为X+、X-、Y+、Y-、Z+、Z-。(2)以工具姿势为基准的XY平面内的方向机器人的补偿控制是相对于工具的尖部(TCP:ToolCenterPoint)进行的。理想的状态是TCP与焊丝的头部应该重合,但实际中由于机器人机构、焊枪的安装有误差,因此TCP与焊丝头部并为完全重合。并且,该不一致的状况会随着工具姿势的变化而改变。传感动作方向T方向即工具在XY平面上的投影方向。有+、-两个方向,分别用T+、T-表示。对于水平脚焊缝,采用上述基本工具姿势时,朝向立板的方向为T+,偏离立板的方向为T-方向。对于船形焊缝,采用上述基本工具姿势时,焊缝的方向为T+或T-方向。传感动作方向T直(Tp)方向即在以T+方向为第一轴,机器人坐标轴Z+方向为第三轴组成的直角坐标系中,第二轴方向表示为TP+方向(其反方向为TP-方向)。对于水平脚焊缝,使用上述基本工具姿势时,焊缝方向为Tp+或Tp-。对于船形焊缝,使用上述基本工具姿势时,与焊缝垂直的方向(即两个焊接板的方向)为TP+和TP-方向。传感动作方向Tz方向即从水平方向看工具角度,水平向下的话为机器人坐标系的Z-方向,水平向上的话为机器人坐标的Z+方向,这两个方向用Tz方向表示。传感动作方向T前(Tf)方向朝向工具的方向表示为T前。用于斜面的检测和传感。在手动操作时的动作坐标系中,选择工具坐标系后,按照工具Z反向的动作,与运动方向相同。传感动作方向T纵(TV)方向即含工具轴心在内的垂直平面内,与工具成直角的方向称为T纵反向,+、-方向如图所示进行定义。如图所示,该方向在对倾斜的坡口两壁进行传感时使用。T纵+T纵-传感动作方向Txy方向即在X轴或Y轴中,与T方向一样,与工具在XY平面上投影的矢量角度相近的方向表示为Txy。中厚板软件补充说明1多重传感即在实际工作中,几乎所有的方向偏移都是向多个方向偏移的。一个传感只能补偿一个方向,将多个传感捆绑使用就能够补偿多个方向的偏移,这就叫做多重传感。中厚板软件补充说明2两点传感即是在水平面上(坐标系的XY平面)进行的旋转方向的补偿。不对纵向方向(坐标轴Z所在空间)进行旋转方向的补偿。点XS1S
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码


 72020
72020
本文标题:松下机器人中厚板软件教学讲义
链接地址:https://www.777doc.com/doc-4361696 .html