您好,欢迎访问三七文档
当前位置:首页 > 办公文档 > 规章制度 > VDI 2906_CN_精冲技术规程
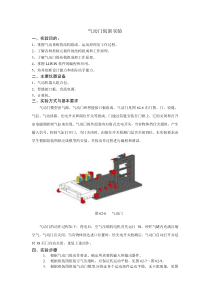
May1994-1-德国工程师协会金属工件冲裁、切边和冲孔的冲裁面质量精冲精冲精冲精冲((((见见见见VDI-3345技术规程技术规程技术规程技术规程))))VDI-2906Sheet5Qualityofcutfacesof(sheet)metalpartsaftercutting,blanking,trimmingorpiercing.Fineblanking(seealsoVDI3345)May1994-2-1.精冲定义精冲是用金属板料平面产品、型材和半成品工件,进行冲切、落料和冲孔而成。通过齿圈压入材料、小冲裁间隙和三向作用力,而在剪切区形成不同的应力状态变化,工件可以在无撕裂和断裂下冲裁。冲裁面无需整修即可作为功能面使用。工作原理在图1中表示,有凹模、凸模、导板(压板)和顶件器。图1精冲工作原理2.精冲特性参数这个示意图不涉及尺寸,只适用于内、外形(见图2)图2精冲冲裁面特性参数May1994-3-3.冲裁面特性3.1REM照片和粗糙度图3是REM(扫描电子显微镜)照片,这是抗拉强度400N/mm2的非合金渗碳钢C10,料厚尺寸2mm,绝对冲裁间隙为0.01mm,相当于冲裁间隙为料厚的0.5%。在总压力400KN的液压精冲机上,用14mm/s的冲裁速度冲裁而成。由此得到的粗糙度,表述在图4粗糙度剖面轮廓图内。图3精冲冲裁面扫描电子显微镜照片图4在图3所示冲裁面得粗糙度轮廓图按照DIN4768测量距离位于板厚中间,并平行于冲裁棱边,mRmRaμμ46.0,63.4ZDIN==3.2光亮冲裁、断裂、撕裂精冲表面,有可能是整个板料厚度(100%S)达到光亮冲裁,也可能出现撕裂和断裂。撕裂取决于冲裁零件的材料状态,断裂取决于冲裁间隙的大小。图5中所示给出相关定义。实际上,当确定光亮冲裁面时,不考虑塌角侧Eh。在断裂1sh时最少光亮冲裁面和在鱼鳞状断裂2shMay1994-4-时最少光亮冲裁面,都与材料厚度S有关。在图纸上要标出光亮冲裁面的百分数,例如,标注100/90,就是说精冲要超过整个厚度,允许鱼鳞状断裂总计为10%,或者说光亮冲裁面至少为90%。图5光亮冲裁、断裂和撕裂定义3.3图纸标注所要求的光亮冲裁面,是影响模具寿命和作业安全性。因此要限制必要的尺寸。并标注在零件图内进行必要的分级(见图6)图6不同光亮冲裁数据的精冲零件,在图纸上标注示例如同在图纸上标注部分,实际常用参数aR值(见VDI-3345技术规程)4.棱边塌角塌角宽度Eb和高度Eh位于毛刺侧对面(见图7)。它取决于不同的冲裁零件条件和模具条件因素。May1994-5-例如,在凸出和凹入转角的圆角半径和角度、料厚、材料种类、材料强度和材料金相组织,同时还有凹模和凸模刃口的圆角,齿圈作用及其他影响因素。由于在模具上采取特殊措施和无塌角材料,塌角可减小超出一般尺寸。图7精冲零件上几何图形和塌角4.1塌角高度和宽度塌角宽度和高度是相互联系的(见图8)。分布范围是由于选择因素所造成的,在一般模具条件下,得到塌角宽度和塌角高度关系如下:()mm5EEhb≈图8塌角宽度和塌角高度的关系4.2塌角高度、冲裁轮廓和材料的性质冲裁零件厚度,严重影响棱边塌角高度(见图9)。May1994-6-图9塌角高度取决冲件厚度和材料在图10中可看出非合金调质钢C60,厚度5mm时,其冲裁塌角高度受零件抗拉强度的影响。不同的冷轧度的退火钢带能够达到较高的抗拉强度。通过软化退火,可使得钢带冲裁时的棱边塌角高度Eh增大。图10塌角高度取决于冲裁零件强度May1994-7-从棱边塌角高度Eh出发,以直线冲裁棱边塌角高度为100%。相关棱边的塌角高度,均取决于转角角度R和转角半径γ的大小(见图11)。图11与角度和半径有关的棱边塌角高度,与直线冲裁棱边的比较关系读数举例:转角角度90°,转角半径2.0=塌角高度280%(基于直线冲裁棱边的塌角高度)5.光亮冲裁粗糙度光亮冲裁面的粗糙度,由塌角侧向毛刺侧增加。为了得到有可对比的数据,所选取的测量位置应为零件厚度中心与垂直于冲裁方向的交线上。用无涂层模具元件冲裁的零件,冲裁面的平均粗糙度ZDINR为mμ3至mμ5之间。如果使用涂层元件,ZDINR值可达到mμ1至mμ3之间(见图12)。图12精冲冲裁面粗糙度aR和ZDINRMay1994-8-aZDINRR和值可由图12中所列关系求得:)(6mRRaZDINμ≈精冲冲裁面,ZDINR值一般在mmμμ255至之间。而实际可能达到的测量值,受零件厚度、材料强度和润滑,特别是模具状况的影响。因此如果要求ZDINR值在mμ10以下,则只有使用有涂层的模具元件才能有保障的达到粗糙度要求,这一点是确定无疑的。6.冲裁面-棱边角度实际上,冲裁面–棱边角度α,通常不仅不以度计,而且表现为冲裁面倾斜度(见图13)。由图13计算出平均倾斜值:0.0026mm/mm零件厚度这意味着垂直于冲裁面的每1mm的冲裁零件厚度,平均偏差为0.0026mm。在外轮廓,冲裁零件毛刺侧大于塌角侧,而在内轮廓,毛刺侧则小于塌角侧。图13冲裁面斜度取决于零件厚度7.冲裁毛刺精冲无毛刺是不可能的。冲裁毛刺是在冲裁过程中了时形成的。此时,材料在冲裁间隙、拉应力作用下撕裂。冲裁毛刺位于棱边塌角对面。May1994-9-图14毛刺宽度和毛刺高度取决于冲裁次数通常,要求无毛刺工件,即采用适当的方法去除。例如,砂带磨削、刷净、振动光饰(见图14)。8.边缘的硬化范围由于精冲是流动–剪切过程,工件材料的晶粒在冲裁方向上产生强烈的变形。形成带有塌角高度和宽度的棱边塌角以及硬化的边缘区(见图15)。图15精冲零件塌角和冷作变形在冲裁过程中,基于流动–剪切过程而产生了强烈的冷作硬化现象。在用厚度14.5mm,C45软化退火钢精冲凸轮时,在冲裁面表面以及距冲裁表面不同的距离范围内出现强烈的冷作硬化,工件表面上最高硬度比基体材料硬度大二倍。在距离冲裁表面约3mm处,达到不变形的基体材料硬度,典型的硬度曲线,是从塌角侧向毛刺侧增高(见图16)。工件冲裁表面的冷作硬化程度取决于工件的厚度、材料的原始强度以及材料的种类等多种因素(见图17)。May1994-10-图16精冲表面的冷作硬化曲线,凸轮厚度14.5mm,C45钢(原始硬度HV0.5=190)图17冲裁表面硬度取决于不同材料种类的冲裁厚度9.凸边精冲可能形成凸边(见图2),这是100%光亮冲裁面的轮廓范围内,横向镦压材料所致。凸边位于毛刺侧,凸边高度Wh可达材料厚度的5%,凸边宽度Wb可达材料厚度的30%。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码







 wangningnt83
wangningnt83
本文标题:VDI 2906_CN_精冲技术规程
链接地址:https://www.777doc.com/doc-4366350 .html