您好,欢迎访问三七文档
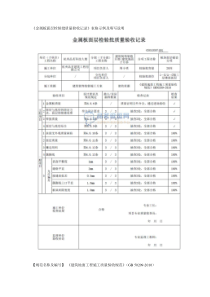
1中石化仪征-长岭原油管道防腐施工方案荆州市沙钢管道涂敷有限公司2014年10月1日4目次1、概述及编制依据··································12、防腐前的准备····································13、施工程序········································14、防腐层质量检验··································45、施工进度计划及劳动力安排························56、主要施工设备明细····································57、安全技术措施····································641、概述及编制依据中石化仪征-长岭原油管道项目目前开工为6各标段,第一标段:江苏省南京市境内,设计长度约87km,管径φ864mm.。第二标段:安徽省和县、含山两县境内,设计长度73km,管径为φ864mm。第三标段:安徽无为县、巢湖市、庐江的两县一区境内,设计长度103km,管径φ864mm。第四标段:安徽省桐城市、枞阳县和怀宁县境内,设计长度89km,管径φ864mm。第五标段:安徽省潜山县、太湖县和缩松县境内,设计长度81km,管径φ864mm。第六标段:湖北省黄梅县和江西省九江境内,设计长度19km,管径φ864mm,设计长度54km,管径φ559mm。本方案编制依据如下:GB/T23257-2009埋地钢制管道聚乙烯防腐层仪征-长岭原油管道复线工程仪征至九江段管道防腐层技术规格书GB/T24001-2004《环境管理体系要求及使用指南》GB/T28001-2011《职业健康安全管理体系规范》GB/T8923.1-2011《涂覆涂料前钢材表面处理表面清洁度的目视评定第1部分》GB/T18570.9-2005《涂覆涂料前钢材表面处理表面清洁度的评定试验第9部分:水溶性盐的现场电导率测定法》SGGD/A1-2012公司三体系管理手册SGGD/B1-2012公司三体系程序文件SGGD/TZSB-001公司质量手册42、防腐前的准备2.1技术准备2.1.1根据业主要求,备齐项目设计单位明确的项目技术规格书等相关标准和要求。2.1.2项目经理部对项目合同、图纸、技术规格书进行专业审核和评审。对所提出的各项技术问题、其他各方面的规范、规定及要求标准,充分做好相应的准备措施。结合工程实际情况,提出施工技术方案。2.1.3项目技术负责人经与业主代表技术交底后,给各级管理人员及现场施工人员进行安全,技术交底。2.1.4对施工所采用的材料、设备、工具及检试验仪器要做好充分准备并验收合格。2.1.5需要交业主复验的各类证件、证书以及检试验报告等一并交给业主复验3、施工程序3.1钢管外壁防腐施工程序:见附录A.3.2在开始生产时,应首先进行工艺试验管试生产、先用试验管在生产线上分别依次调节预热温度及防腐层各层厚度。各项参数达到标准要求后,对各项工艺参数进行固化、以确保后续生产的稳定性,上述工作完成后方可进行正式生产。3.3钢管外壁除锈前应进行表面预处理,将外表面的油垢、泥土、杂物清理干净,焊缝的焊接飞溅物及焊瘤打磨掉,要求无棱角、无毛4刺,保证外壁及焊缝表面光滑。3.4外壁清理完毕后,使用无污染的热源对钢管预热后进行抛(喷)射锈,钢管表面温度不低于露点以上3度。表面预处理质量应达到《涂装前钢材表面锈蚀等级和除锈等级》GB/T8923中规定的Sa2.5级的要求,锚纹深度达到50-90μm,钢管表面的焊渣、毛刺等应清除干净。附录A:外涂敷生产工艺流程图(外防腐)外防腐生产工艺流程3.5表面预处理后,应将钢管表面附着的灰尘及磨料清扫干净,钢管检验水冷却电火花检漏修补合格一次合格待处理最终检验喷标,上护圈入库/储运环境控制管体预热原材料检验上料合格抛丸清理除锈后检测管端预留贴纸FBE喷涂PE/AD缠绕温度控制不合格4并防止涂敷前钢管表面受潮、生锈或二次污染,表面预处理过的钢管应在4小时内进行涂敷;超过4小时或钢管表面返绣时,应重新进行表面处理。3.6抛(喷)射除锈后的钢管应按GB/T18570.9规定的方法检测钢管表面盐分的含量,钢管表面的盐分不应超过20mg/m2。3.7环氧粉末喷涂前要严格按生产厂家的技术文件要求进行、喷涂时钢管外壁应干燥、无尘。喷涂时漆膜要饱满、均匀、无气泡、无凝块、无流淌、无漏喷。且应外壁一次涂完,厚度为≥200μm,管两端各留裸管150mm不涂,便于钢管组对及焊接。3.8第一道环氧粉末喷涂后,即进行胶黏剂的涂敷,胶黏剂的涂敷必须在环氧粉末胶化过程中进行、胶黏剂的涂敷前要严格按照厂家的技术文件要求进行各类参数的设定、缠绕膜要饱满、均匀、无气泡、搭接处无漏缝,缠绕厚度为≥170μm。3.9在第二道胶黏剂涂敷完毕后即可进行聚乙烯层的涂敷。涂敷前要严格按照厂家的技术文件要求进行各类参数的设定,缠绕膜要饱满、均匀、无气泡、无麻点、搭接处无漏缝,缠绕厚度为(普通级φ864mm)≥3.0mm、(加强级φ864mm)≥3.7mm;(普通级φ559mm)≥2.5mm、(加强级φ559mm)≥3.2mm。3.10缠绕完后的钢管沿着传动线进入水冷却房进行冷却,要确保水量充足、均匀的淋撒在钢管表面、要防止水量过激。3.11在水冷传动线的出口设置电火花检漏设备、对钢管外表面进行电火花检漏检查,要注意检漏电压的设定不可过高、也不可过低吧,4必须严格按照技术规格书和工艺卡的要求进行设定。3.12最终检验,对钢管的涂敷的各项指标进行终检、发现问题的钢管应进入待处理台架进行分类再捡、再捡可分为可修补管和不可修补管两种、可修补管应进入修补程序,不可修补管应返回到初始进管台架进行处理、并填写不合格品处置单进入不合格品处置程序。3.13防腐层补伤由于钢管移动、运输、安装、对口移动所造成的钢管外壁防腐层的损伤应及时进行修补。仅损伤表面的未超标的钢管、可将损伤处及周围处理合格后使用聚乙烯棒或片进行热修补,并填写补伤记录。4、防腐层质量检验4.1外观检查:所有防腐管道及管件,应逐层进行检查,表面应均匀、饱满、平整、无空泡、凝块、麻面、皱纹。4.2厚度检查:每20根(件)抽查1根(不足20根时亦抽查1根〈件〉),用测厚仪进行检测,在每根受检管两端和中间共测3个截面,每个截面上、下、左、右4点,最薄点不得小于0.6mm,若不合格再抽查2根,其中1根仍不合格时,应全部进行检查,不合格的应进行补涂。管件检查相同。4.3针孔检查:采用直流电火花检测仪逐根(件)检查。防腐层最低检漏电压为5kv,以不打火花为合格,不合格处应补涂。4.4粘附力检查:待涂层完全固化后在防腐层上切一舌型的切口,从切口尖端撕开玻璃布,固化后的防腐层只能撕裂,且破坏处仍为漆层所覆盖不得露出金属表面。要求每20根(件)抽查1根,每根(件)4测1处,如不合格,再抽查2根(件),其中1根不合格,全部为不合格。4.5检验合格的防腐钢管(件),应在管内壁贴不干胶标签作标识,标签内容包括防腐施工单位、钢管长度、防腐等级、生产批次号、生产时间。并及时作好防腐层质量检验记录。4.6已防腐的钢管和钢管件堆放应不损伤防腐层,可采用在裸管段处垫枕木或在相接触的防腐层处可垫软性物质等方法,防腐层固化前不得出厂。4.7钢管、钢管件防腐过程中的各项检验,均应由质检员检查合格后,会同业主、监理现场代表共同检验后确认;凡属隐蔽工程或除锈后必须经三方共检合格并在《隐蔽工程记录》表格上签字确认后,方能进行下一道工序的工作。未经检验或检验不合格,检验后未确认时不得进行下一道工序的工作。5、施工进度计划及劳动力安排根据钢管制作的整体施工进度计划,配备防腐工人40名,日防腐能力100t/180m。46、主要施工设备明细6.1检试验设备序号名称规格型号单位数量1电火花检漏仪5kV台22磁性测厚仪1.0mm台27、安全技术措施7.1进入现场必须佩戴安全帽、穿好工作服。从事有毒有害作业时,应佩戴专用的护品;7.2作好防暑降温工作,保证有充足的含盐饮料供应,并设置中暑急救设备和药品;7.3防腐涂料为有毒易燃品,应专门存放,妥善保管。防腐涂料仓库严禁烟火;7.4作好施工用电的安全工作;7.5做好雨季的防洪、防涝等相关措施,确保生产不受影响。7.6未尽事宜执行公司制定的HSE相关管理措施。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码




 半个童话
半个童话
本文标题:管道防腐施工方案
链接地址:https://www.777doc.com/doc-4465839 .html