您好,欢迎访问三七文档
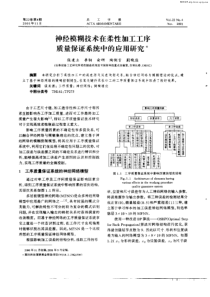
dongjun4843@sina.com欢迎大家相互学习网纹辊1、陶瓷辊的基本知识基材:45#钢材涂层厚度:0.25mm≤h≤1mm,一般在0.5~0.7mm最佳网孔深度:200线45~50μm左右(1mm=1000μm)网孔形状及角度:蜂巢型&60°,侧面为u型。2、金属网纹辊基材:20#钢材涂层材料:三氧化二铬制作工艺:电雕辊网穴主要由激光烧蚀而成;挤压辊主要由金属滚刀采用机械挤压方式而成。网穴形状:截顶金字塔型(倒四棱形)等等。网穴深度:一般根据网线、理论涂布量来决定;同样线数电雕辊较浅。dongjun4843@sina.com欢迎大家相互学习金属凹版电雕网纹辊结构它的特点是版体和旋转轴颈连成一体,一次铸造成型dongjun4843@sina.com欢迎大家相互学习凹版网辊的加工过程4.1滚筒材料。现在一般凹版的版体材料为无缝钢管。4.2金工加工。滚筒的加工一般在普通车床和磨床上进行,表面精糙度为0.8左右。4.3脱脂。用弱碱或有机溶剂将加工过的滚筒表面的油脂污物去掉,使滚筒表面洁净,便于镀镍。4.4镀镍。由于在钢管上直接镀铜结合力差,一般先进行镀镍处理,在凹版滚筒上镀上薄薄一层金属镍,以便在镍层上镀铜。4.5镀底铜。镀铜是凹版加工的一道关键工艺,凹版滚筒镀铜采用硫酸铜电镀液的镀铜工艺,经过无数次的电极反应,在凹版滚筒表面镀上一层铜。4.6车磨加工。底铜镀成后,表面精度和尺寸精度均达不到规定要求,必须进行车磨加工。加工后的底铜层的厚度约为2~3mm。4.7脱脂。原理同3。4.8银处理。又称“银化”处理,或称浇注隔离溶液。4.9镀面铜。镀面铜是一道十分重要的工序。要求面铜层结晶细密,表面光亮平整,厚度均匀。面铜厚度约为0.13~0.15mm。4.10车磨。镀面铜后,滚筒表面还要进行精细加工。采用金刚石刀头和金刚石砂轮进行车削和磨削,将滚筒表面铜层切削至所需直径尺寸和表面精度要求。4.11抛光。滚筒磨好后,再用羽布抛光轮,也可用特殊的软木炭对滚筒表面进行超精加工,使滚筒表面光洁度达到镜面状,表面粗糙度在0.05▽以上。4.12然后是电雕、镀铬。dongjun4843@sina.com欢迎大家相互学习影响网纹辊转移量的要素网纹辊线数,开口与网墙比,网穴容积、网穴深度、网穴表面光洁度、网纹辊运转速度、网线角度、网穴形状等网纹辊线数网纹辊线数即单位长度内网穴的分布量,一般单位长度指每英寸,单位面积指每平方英寸。如200线/英寸(80线/厘米),即每英寸长度内有200条网线,或每平方英寸面积内有4万个网穴。放大的网孔形状dongjun4843@sina.com欢迎大家相互学习开口与网墙比网纹辊由网穴传墨,而网穴是凹的,必然存在网墙,以前开口与网墙宽度之比是5:1,在此情况下,网墙的面积要占到整支网纹辊的31%。目前国内现有的陶瓷网纹辊加工单位,根据陶瓷硬度高,耐磨性好的特点,已将开口与网墙比加大,如7:1、8:1甚至超过10:1,以达到缩小网墙面积,提高传墨的效果。(1)网纹辊的作用是传递油墨,扩大网穴容积是要尽可能提高网纹辊的传墨量。而网穴的深度不可能很深,因此只能减薄网墙厚度。(2)网纹辊是点传墨,且柔性版印刷的传墨系统只有一根网纹辊与印版辊接触,与胶印设备的4根上版辊与印版接触的面传墨相比,决定了网纹辊要有足够的传墨量才能达到预期的效果。dongjun4843@sina.com欢迎大家相互学习影响网纹辊转移量的要素网穴深度网穴深度一般是开口宽度的23%~33%,比较理想的为28%,网穴深度目前还没有统一标准。因为网纹辊工作时,处于高速旋转状态,与印版接触时间极短,无法完全释放出网穴中的油墨。此外,根据流体力学的速度梯度原理,靠近网穴壁液体的速度为0,即静止不动,所以一般释墨量为网穴容量的2/3~4/5。dongjun4843@sina.com欢迎大家相互学习网穴表面光洁度要求网穴形状清晰、均匀一致、表面光滑。如果网穴表面光洁度不佳,会导致网纹辊的传墨量减少,影响产品的使用质量。还有的单位前后生产同一批产品,网辊、涂料、基材都一样,仍有色差,这是由于网纹辊堵塞后传墨量减少而造成的。影响网纹辊转移量的要素dongjun4843@sina.com欢迎大家相互学习影响网纹辊转移量的要素网线角度网纹辊网线角度有30°、45°和60°。金属网纹辊大多用45°,主要是45°加工方便:而激光雕刻陶瓷网纹辊用60°,因为60°强度最佳,传墨量最大。dongjun4843@sina.com欢迎大家相互学习网纹辊网穴深度四方棱形线数/inch17253735455565758595110120130140150165180200深度μm4303502602202201651501351201009585757060554530容积㎝3/㎝218816111696.394.976.069.664.658.149.845.341.134.131.626.723.519.212.0金字塔型线数/inch121532405055657590100110120130140150165180200深度μm3002902602001601501109590857565655550403020容积㎝3/㎝298.490.682.368.762.850.246.032.429.925.324.223.419.416.314.911.79.306.16正六角型线数/inch25304060708090100110120130140150165180200220250深度μm57647835623419917315513912511410597908176686156容积㎝3/㎝2214.3176.7129.682.468.958.653.246.742.738.434.731.629.426.025.622.419.819.2dongjun4843@sina.com欢迎大家相互学习网穴形状常用的网穴形状有六棱锥形、四棱形、蜂巢型等。金属网纹辊的网穴形状为四棱形,网线角度是45°;陶瓷网纹辊的网穴形状为六角形,网线角度是60°。dongjun4843@sina.com欢迎大家相互学习四棱台网孔放大后的图形横切面图形dongjun4843@sina.com欢迎大家相互学习网孔图形放大后的效果dongjun4843@sina.com欢迎大家相互学习四棱锥形网孔放大后的图形dongjun4843@sina.com欢迎大家相互学习涂布转移•1、网纹辊的匀速转动把料盘中的涂料带入网孔,然后经过刮墨刀把网辊表面的多余涂料刮出(这里有一个刮刀角度很关键30°、45°、60°;实际操作中30°到45°之间调整)。•2、基材通过网纹辊和橡胶压辊之间把网穴中的涂料带起。•3、涂料经过快速流平后进入烘道再快速的烘干。就是这个角度dongjun4843@sina.com欢迎大家相互学习涂布机的大体构造单涂布机张力控制器刮刀收卷轴放卷轴光电纠偏器烤箱1烤箱2烤箱3烤箱4光电纠偏器接带处dongjun4843@sina.com欢迎大家相互学习涂布机的大体构造双烘道涂布机接带处烤箱2烤箱1刮刀刮刀纠偏器纠偏器放卷轴收卷轴dongjun4843@sina.com欢迎大家相互学习涂布机的大体构造双头涂布机dongjun4843@sina.com欢迎大家相互学习镜面辊选用45#无缝钢管、合金钢、精锻件或卷圆45#钢管。辊筒表面光洁度最高可以达到Ra0.01(光洁度14级)。冷却或加热温差不大于±1℃,表面硬度HRC55~58,镀铬抛光后硬度HRC62,热变形不大于0.01mm。表面精度要求要严格,如果精度不高或有其它东西时,那么在刮刀方式涂布中的弊病会全部暴露出来。dongjun4843@sina.com欢迎大家相互学习电雕网纹辊图片认识电雕辊电雕辊网穴主要由激光烧蚀而成,总重量在三种网辊中是较轻的一种;电雕辊两端有没有雕刻的地方,表面看起来很光亮。它的雕刻网穴的范围大概在120目到350目之间,在往上或往下比较难以雕刻,因为在工艺中有些问题难以克服。使用褪镀的米数大概是30万米到60万米左右(根据实际运行情况)。在三种辊中相同线数来说它的涂布量相对来说会偏低很多。涂布出来的产品表面细腻光泽度好,不足处是彩虹纹相对重一些。dongjun4843@sina.com欢迎大家相互学习挤压网纹辊图片1.网纹辊加工尺寸长度:10mm~3000mm;直径:φ18mm~φ400mm。2.网纹辊加工线数:40线/英寸~300线/英寸。3.表面镀铬后抛光,硬度HRC62以上。4、外表发暗、笨重5、挤压辊生产到80万米左右后需褪镀一次(根据你网纹辊表面磨损情况)6、涂布的涂层相对较厚,彩虹纹轻,表观相对来说较精糙。dongjun4843@sina.com欢迎大家相互学习陶瓷网纹辊图片表面陶瓷硬度:HV1250~1350外观上看起来是黑色或深蓝色网穴形状以六角形为主它是一次性产品,不能褪镀。如果没有保护好看损坏的严重程度(网纹线、碰伤等等),轻度的不会影响产品品质若在光学级可能就不能使用。涂布均匀度好、表面光泽度好、彩虹纹很轻、耐磨性好等等优点,但价格贵、只能一次性使用。在生产中一定要保护好否则一旦损坏无法修复。dongjun4843@sina.com欢迎大家相互学习网纹辊清洁刷铜刷只能用于清洗金属网纹辊,因为它所产生的碎屑不会吸吸附在网穴中,用钢刷与金属辊摩擦时易产生一种磁力会把碎屑堵塞在网穴中;从而造成网辊堵版。钢刷只能用于清洗陶瓷网纹辊,这是由于陶瓷的硬度远大于钢丝硬度,钢丝刷不会损伤网纹辊辊面陶瓷层、产生的碎屑不会吸附在网穴中。钢刷铜刷
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码





 舞武众神之暴
舞武众神之暴
本文标题:精密涂布技术
链接地址:https://www.777doc.com/doc-4484904 .html