您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 质量控制/管理 > 机械加工方法与设备用第四单元-内圆表面加工-文档资料
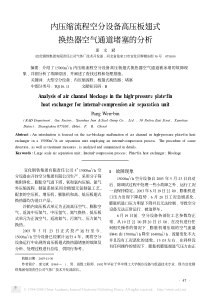
高等教育出版社《金属切削加工方法和设备选用》单元四内圆表面加工及设备内圆表面的磨削加工内圆表面的加工方法内圆表面的钻削加工及设备内圆表面的镗削加工及设备4.14.24.34.4单元四内圆表面加工及设备内圆表面的精整、光整加工4.5内圆表面的测量4.6知识要点1、介绍内圆表面的加工方法、工艺范围;2、内圆表面的钻削加工、镗削加工、磨削加工及相应设备;3、内圆表面的精整、光整加工;4、内圆表面的测量方法及内圆表面加工实例。技能目标1、通过本章的学习应掌握钻、扩、铰、镗、内圆磨削加工的工艺范围;内圆加工设备的结构和传动;2、掌握钻头、镗刀的种类和用途。单元四内圆表面加工及设备4.1内圆表面的钻削加工方法加工过程中有多种不同的孔加工方法,归纳起来主要有两大类:(1)是对实体工件直接进行孔加工,即从实体上加工出孔,如钻孔加工;(2)是对已有孔进行扩大尺寸及提高质量的加工,即孔的半精加工和精加工方法,如扩削、铰削、镗削、磨削等加工。通常情况下,非配合孔采用钻削加工即可;对于配合孔则需要在钻孔的基础上,根据被加工孔的技术要求,采用铰削、镗削、磨削等精加工方法进一步加工。在实体工件上加工孔可采用钻削加工;对已有孔进行扩大尺寸并提高精度及表面光洁度可采用铰削、镗削加工;对孔进行精加工,生产中主要采用磨削加工。4.2内圆表面的加工及设备在钻床上以钻头的旋转作主运动,钻头向工件的轴向移动作进给运动,在实体工件上加工出孔称为钻削。4.2.1钻床钻床可完成钻孔、扩孔、铰孔、攻螺纹等工作,如图4-1所示。图4-1钻床的主要加工类型钻床种类较多,主要有立式钻床、台式钻床、摇臂钻床、深孔钻床、中心孔钻床、数控钻床等,钻床主参数是最大钻孔直径。1.立式钻床图4-2立式钻床主轴竖直布置且中心位置固定的钻床,简称立钻。立钻有方柱立钻和圆柱立钻两种基本系列。由于立式钻床主轴中心位置不能调整,若要加工工件上几个不同位置上的孔,必须调整工件的位置,这对大而重的工件,操作很不方便。所以其生产率较低,主要用于单件、小批生产的中、小型零件加工,钻孔直径DΦ50㎜。4.2内圆表面的加工及设备2.台式钻床4.2内圆表面的加工及设备台式钻床简称“台钻”,如图4-5所示,是一种体积小巧,操作简便,通常安装在专用工作台上使用的小型孔加工机床。台式钻床钻孔直径一般在13毫米以下,最大不超过16毫米。由于加工的孔径很小,所以,台钻主轴的转速很高。台钻的自动化程度较低,通常是手动进给。它结构简单,使用灵活方便。图4-5台式钻床4.2内圆表面的加工及设备摇臂钻床,也可以称为摇臂钻,其组成如图4-6所示。该机床工件装卸方便,还可多装和预装工件,借助夹具能加工任意平面的孔和孔系,能适应不同外形尺寸零件的钻孔、扩孔、铰孔、攻丝和镗孔等工作。摇臂钻床的规格有最大钻孔直径为25、40、63、80、100和125等6种。图4-6摇臂钻结构组成图3.摇臂钻床4.深孔钻床深孔钻床是专门化机床,专门用于加工深孔。这种机床一般加工深径比大于10的深孔,为较少孔中心的偏斜,加工时通常是由工件转动来实现主运动,深孔钻头并不转动,只作直线进给运动。4.2内圆表面的加工及设备5.数控钻床数控钻床主要用来加工有位置精度要求的孔和孔系。它一般都具有X、Y坐标控制功能,因此在加工孔时,比普通立式钻床和摇臂钻床操作更为方便,位置更精确。图4-7ZK5140c1-底座2-横向滚珠丝杠3-罩4-工作台5-主轴6-转速调整手柄7-主轴箱8-主电动机9-步进电动机10-立柱11-手柄12-数控装置13-纵向滚珠丝杠14-滑座15-支架4.2内圆表面的加工及设备4.2.2钻孔刀具钻头是钻孔用主要工具,其刀具结构形式很多,按用途分主要有:从实材上加工孔的麻花钻、扁钻、中心钻和深孔钻等及对已有孔进行再加工的扩孔钻、铰刀和锪钻等。1.麻花钻麻花钻的结构组成图4-8麻花钻的结构图4-9麻花钻切削部分结构麻花钻的几何角度4.2内圆表面的加工及设备图4-11麻花钻的基面与切削平面图4-12麻花钻的几何角度①基面和切削平面②顶角2③主切削刃的几何角度④横刃的几何角度图4-13横刃切削角度麻花钻的结构特征及存在问题4.2内圆表面的加工及设备刃带处副切削刃的副后角为零值,造成副后刀面与孔壁间的摩擦加大,切削温度上升,钻头外缘转角处磨损较大,加工表面粗糙度恶化。与其他类型的切削刀具相比,标准麻花钻的主切削刃很长,不利于分屑与断屑。横刃嫌长,横刃的前角是很大的负值,达-54~-60°,从而将产生很大的轴向力。前角数值内外相差太大轴向力大分屑与断屑困难切削温度高、表面质量差近钻心处前角过小,造成切屑变形大,切削阻力大;而近外缘处前角过大,在加工硬材料时,切削刃强度常嫌不足2.其他钻头4.2内圆表面的加工及设备群钻群钻是针对标准麻花钻工作中存在的不足,经长期生产经验总结采取多种修磨措施而形成的新型钻头结构,如图4-14所示。图4-14群钻中心钻中心钻是用于轴类等零件端面上的中心孔加工,如图4-15所示。图4-15中心钻扁钻可转位浅孔钻深孔钻4.2内圆表面的加工及设备深孔钻按排屑方式分为外排屑和内排屑两类。外排屑的有枪钻、深孔扁钻和深孔麻花钻等;内排屑的因所用的加工系统不同,分BTA深孔钻、喷射钻和DF深孔钻3种。图4-18所示为几种不同的深孔钻。图4-18几种不同的深孔钻2.其他钻头3.对已有孔进行再加工刀具4.2内圆表面的加工及设备扩孔钻图4-19扩孔钻(a)高速钢整体式;(b)镶齿套式;(c)硬质合金可转位式锪钻图4-20锪钻锪钻是对孔的端面进行平面、柱面、锥面及其他型面加工。在已加工出的孔上加工圆柱形沉头孔、锥形沉头孔和端面凸台时,都使用锪钻。扩孔钻一般用于孔的半精加工或终加工,用于铰或磨前的预加工或毛坯孔的扩大,有3到4个刃带,无横刃,前角和后角沿切削刃的变化小,加工时导向效果好,轴向抗力小,切削条件优于钻孔。铰刀4.2内圆表面的加工及设备铰刀用于中小直径孔的半精加工和精加工。铰刀加工余量小,齿数多,刚性和导向性好。3.对已有孔进行再加工刀具图4-21铰刀的组成图4-22铰刀的基本类型(a)直柄机用铰刀(b)锥柄机用铰刀(c)硬质合金锥柄机用铰刀(d)手用铰刀(e)可调手用铰刀(f)套式机用铰刀(g)直柄莫式圆锥铰刀(h)手用1:50锥度销子铰刀4.2.3钻床夹具4.2内圆表面的加工及设备在钻床和组合机床上用于加工孔的夹具为钻床夹具,简称钻模。它的主要作用是控制刀具的位置并引导刀具进给,保证被加工孔的位置精度。钻模一般由钻套、钻模板、定位元件、夹紧装置和夹具体等组成。其中钻套和钻模板是钻削夹具的特色元件。1.钻套钻套是用于引导刀具,增强刀具刚性,并保证其进入正确的工作位置的元件。2.钻模板4.2内圆表面的加工及设备钻模板在钻模上用于安装钻套,并确定不同孔钻套之间的相对位置。按其与夹具体的连接方式有固定式、可卸式和铰链式三种,如图4-25所示。图4-25固定式、可卸式、铰链式钻模板4.2.3钻床夹具4.2.4内圆表面的钻削加工方法4.2内圆表面的加工及设备钻孔加工属粗加工方法,可达到的尺寸公差等级一般为IT13~IT10,表面粗糙度达Ra12.5~6.3μm。1.钻削工艺特点排屑困难易引偏切削温度高,刀具磨损快2.钻削用量4.3内圆表面的镗削加工及设备在镗床上以镗刀的旋转为主运动,工件或镗刀移动作进给运动,对孔进行扩大孔径及提高质量的方法为镗削加工。4.3.1镗床镗床的主要类型有卧式镗床、坐标镗床和金刚镗床等,其中以卧式镗铣床应用最为广泛。1.卧式镗床卧式镗床的典型加工方法图4-28卧式镗床的典型加工方法图4-28卧式镗床的典型加工方法卧式镗床除镗孔外,还可以进行铣削、钻孔、扩孔、铰孔、锪平面等工作,因此,一般情况下,工件可在一次安装中完成大部分甚至全部的加工工序。4.3内圆表面的镗削加工及设备卧式镗床的结构及其运动图4-29卧式镗床外形图1—后支架;2—后立柱;3—工作台;4—径向刀架;5—平旋盘;6—镗轴;7—前立柱;8—主轴箱;9—后尾筒;10—床身;11—下滑座;12—上滑座;13—刀座4.3内圆表面的镗削加工及设备2.坐标镗床坐标镗床因机床上具有坐标位置的精密测量装置而得名,这种机床的主要零部件的制造和装配精度很高,并有良好的刚性和抗震性。图4-30立式单柱坐标镗床1—底座;2—滑座;3—工作台;4—立柱;5—主轴箱金刚镗床是一种高速精密镗床,因曾采用金刚石镗刀而得名,现在已经大量改用硬质合金刀具。这种机床的特点是切削速度很高,而切削深度和进给量极小,因此可以获得很高的加工精度和表面质量。金刚镗床在成批、大量生产中应用广泛,常用于加工发动机的气缸、连杆、活塞等零件上的精密孔。3.金刚镗床4.3内圆表面的镗削加工及设备4.3.2镗刀镗刀的种类很多,按刀刃数量分有单刃镗刀、双刃镗刀和多刃镗刀;按被加工表面性质分为通孔镗刀、盲孔镗刀、阶梯孔镗刀和端面镗刀;按刀具结构有整体式、装配式和可调式镗刀。1.单刃镗刀图4-31单刃镗刀图4-32微调镗刀4.3内圆表面的镗削加工及设备2.双刃镗刀固定式镗刀块图4-33固定式镗刀4.3.2镗刀浮动镗刀图4-34硬质合金浮动镗刀4.3内圆表面的镗削加工及设备4.3.3内圆表面的镗削加工方法镗削加工能获得较高的加工精度,一般可达IT8~IT7,较高的表面粗糙度,一般为Ra1.6~0.8μm。镗削加工生产率不高,但镗削加工灵活性较大,适应性强。镗削加工一般用于加工机座、箱体、支架及非回转体等外型复杂的大型零件上的较大直径孔,尤其是有较高位置精度要求的孔与孔系;对外圆、端面、平面也可采用镗削进行加工,且加工尺寸可大可小;当配备各种附件、专用镗杆和相应装置后,镗削还可以用于加工螺纹孔、孔内沟槽、端面、内外球面,锥孔等。当利用高精度镗床及具有锋利刃口的金钢石镗刀,采用较高的切削速度和较小的进给量进行镗削时,可获得更高的加工精度及表面质量,称之为精镗或金刚镗。精镗一般用于对有用色金属等软材料进行孔的精加工。4.4内圆表面的磨削加工对于淬硬零件中的孔加工,磨孔是主要的加工方法。内孔为断续圆周表面(如有键槽或花键的孔)、阶梯孔及盲孔时,常采用磨孔作为精加工。4.4.1内圆磨削具有的特点①内圆磨削用的砂轮直径受到工件孔径的限制。②磨削速度比外圆磨削速度低的多,故孔的表面质量较低,生产效率也不高。③砂轮轴的直径受到孔径和长度的限制,又是悬臂安装,故刚性差,容易弯曲和变形,产生内圆磨削砂轮轴的偏移,从而影响加工精度和表面质量。④砂轮与孔的接触面积大,单位面积压力小,砂粒不易脱落,砂轮显得硬,工件易发生烧伤,故应选用较软的砂轮。⑤切削液不易进入磨削区,排屑较困难,磨屑易积集在磨粒间的空隙中,容易堵塞砂轮,影响砂轮的切削性能。⑥砂轮与孔的接触长度经常改变。当砂轮有一部分超出孔外时,其接触长度较短,切削力较小,砂轮主轴所产生的压移量比磨削孔的中部时为小,此时被磨去的金属层较多,从而形成“喇叭口”。4.4内圆表面的磨削加工4.4.2砂轮的选择内圆磨削与外圆和表面磨削是完全不同的。为内圆磨削选择磨粒和等级时,除了要磨削材料及其硬度外,还有其他几项因素是车间必须考虑的,磨削去除量,磨削精度和表面光洁度,接触面积,砂轮尺寸,工件速度,砂轮速度和操作因素以及磨削系统的刚性。4.4.3工件的安装磨削内圆表面通常是在内圆磨床或万能外圆磨床上用内磨头进行磨削。磨削内圆表面时,工件一般采用三爪自定心卡盘或四爪单动卡盘装夹,原理与车床相同。4.4.4内圆的磨削加工方法内圆磨削通常是在内圆磨床或万能外圆磨床上进行。根据磨削的孔的不同,其磨削方式也不同。磨孔的方式有中心内圆磨削、无心内圆磨削。4.4内圆表面的磨削加工1.普通内圆磨削图4-36内圆磨削工艺范围2.无心内圆磨削图4-37无心内圆磨削的工作原理4.5内圆表面的精整、光整加工4.5.1珩磨加工珩磨是利用带有磨条(油石)的珩磨头对孔进行精整、光整加工的方法。珩磨时,工件固定不动,珩磨头由机床主轴带动旋转并作往复直线运动。在相对运动过程中,磨条以一定压力作用于工
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码





 dudaping
dudaping
本文标题:机械加工方法与设备用第四单元-内圆表面加工-文档资料
链接地址:https://www.777doc.com/doc-4494139 .html