您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 质量控制/管理 > 水冷壁管喷电弧喷涂技术方案
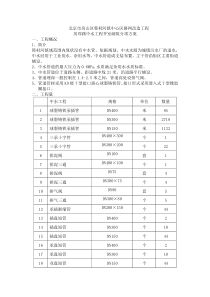
陕西陕北乾元能源化工有限公司电厂水冷壁喷涂Ni-Cr-Ti合金涂层工程施工技术方案编制:审核:审批:河南省九都防腐安装有限公司2019年3月1日水冷壁喷涂Ni-Cr-Ti(PS45相当于美国45CT)合金涂层的施工技术方案1概述工程名称:陕西陕北乾元能源化工有限公司电厂水冷超音速电弧喷涂壁工程。工程地点:陕西省榆林市榆阳区乾元能源化工有限公司电厂。施工范围:炉膛部分水冷壁整体喷涂,约800平米。2喷涂的主要部位由于水冷壁腐蚀比较严重的部位的磨损和腐蚀速率远高于其它部位,因此,需要对这些严重部位进行高耐磨高耐冲蚀特种涂层处理。3喷涂施工的技术方案3.1喷涂方法采用超音速电弧喷涂工艺技术,对水冷壁管腐蚀比较严重部位,进行保护与强化。3.2主要工艺流程工艺流程主要包括:金属管壁表面喷砂处理→喷底层→喷工作层→封孔处理→高硬度高耐磨涂层。具体的工序如图1所示。3.3涂层结构设计根据实际工况条件和喷涂工艺特征、喷涂材料性能,涂层结构设计为三层:从管道基体至外层分别为打底层、耐磨工作层和封孔层。(1)打底层:厚度0.1mm,材料成份为7Cr13,规格型号为:。(2)工作层:厚度0.3~0.4mm,材料成份为Ni-Cr-Ti合金,规格型号PS45,相当于美国45CT。(3)封闭层:厚度0.1mm,材料成份为无机陶瓷复合高温耐磨封孔剂,规格型号为:TD1750高温耐磨防腐封孔剂。涂层总厚度0.4~0.6mm。3.4涂层性能3.4.1电弧喷涂层主要性能涂层的主要性能见表1所示。表1涂层的主要性能性能数据粒子最大速率480ms-1涂层与基材结合强度40~60MPa喷涂时基体温度80℃涂层硬度涂层空隙率≤1%涂层导热率线膨胀系数涂层耐高温腐蚀大于1000℃平均剥蚀率0.0127mm/年涂层耐冲蚀和磨粒磨损工件变形性不变形,不改变母材表面金相组织及理化性能3.4.2封孔层主要性能最高工作温度:1750℃耐磨性:≤9mg/1000r结合强度:≥60MPa4执行标准表面喷砂预处理按照GB11373-89《热喷涂金属件表面预处理通则》执行;超音速电弧喷涂按照GB11375-1999《热喷涂操作安全》执行。5工艺措施及质量保证5.1超音速电弧喷涂技术成熟可靠火力发电厂锅炉水冷壁管、省煤器管、过热器管由于受到高温氧化、硫化物腐蚀、颗粒冲刷等原因,使管壁逐渐减薄,使用寿命降低,一般管壁磨损到3.5mm以下,就要换管,否则极易发生爆管事故。热喷涂技术发展到当今水平。为经济而合理地解决上述问题提供了有利。采用超音速电弧喷涂技术喷涂高温耐磨涂层,提高锅炉受热面使用寿命,目前是国内外普遍使用的方法,其技术是先进的、成熟的、安全可靠的,国内已有近百家热电厂得到了成功应用。5.2工艺措施及质量保证5.2.1建立完整的质检制度和质检体系施工现场的人设总指挥一名,项目经理与兼技术负责各一名,安全员一名,施工现场协调员一名,质量检查员一名,施工过程中建立施工工艺卡,按工序严格把关,建立完整的质检制度和质检体系,确保涂层质量,确保安全施工。5.2.2工艺措施●喷砂:严格控制喷砂质量,做好喷前准备工作。①采用石英砂:粒度10~20目。②粗细砂比例:5:5。③喷砂枪与工件夹角:75度。④空气必须经过气(油)水分离,清洁、干燥,喷砂时保持空气压力≥0.5Mpa,要求喷砂完工后设备表面不得受潮、氧化及污染。⑤喷砂标准:达到Sa3。●喷涂:严格控制喷涂参数①电弧喷涂:电压34~36V,电流180~200A。②喷涂距离:150~200mm,喷枪与工件夹角90度,最小夹角不能小于45度。③超音速电弧喷涂粒子速率为300~380m/s。④喷砂与喷涂间隔时间,在2-4小时内必须进行电弧喷涂,以保持被喷表面较高的活化度。管道表面除锈后经甲乙双方的技术人员验收合格后方可进行喷涂施工。●喷封闭层:涂刷前将涂层表面清吹干净,再进行涂刷封闭处理。●检测:操作过程中随时自检,发现缺陷随时补喷,直至合格。5.2.3涂层性能检测方法一般情况下,电厂锅炉防腐现场施工后涂层的最终检测项目主要有:外观缺陷、厚度测试等。(1)外观检查。★表面缺陷。通过目测方法,表现应无气泡、麻点、针孔、斑点明显缺陷。★覆盖性。观察涂层是否全部将应覆盖的基体覆盖上。★粗糙度。涂层表面平整及光洁的程度是否一致。(2)厚度测试:由于基体和涂层均为磁性材料,因为采用厚度仪无法检测,为此,我们根据单位面积和规定厚度消耗的材料来控制其厚度。5.2.4可能存在的问题及克服措施在工程施工过程中,如果操作不当或管理不严格,可能存在以下问题:(1)超音速电弧喷涂功率过高或喷涂距离过近,或一次性喷涂时间过长,会导致管壁基体表面温度过高,使得管壁表面氧化或变形,既影响涂层与基本的界面结合强度,又导致传热效果不好。(2)超音速电弧喷涂功率过低,会使丝材熔化效果不好,既会降低基体与涂层的界面结合强度,易产生涂层剥落等现象,又导致涂层孔隙度过高,使减小涂层的耐磨损性和抗腐蚀性,从而缩短锅炉受热面的使用寿命。(3)超音速喷涂距离过大,会导致丝材熔化后在飞行过程中产生二次凝固现象,不仅导致沉积效率低,而且严重影响炉管基体与涂层界面结合强度,从而在炉管在服役过程中产生涂层剥落现象,影响使用效果。(4)涂层厚度不一,影响涂层的性能。涂层过薄,达不到规定的技术指标,影响使用寿命;涂层过厚,影响涂层与基体的结合强度,易导致涂层剥落现象发生。为此,我们会通过采取以下措施来克服上述问题:(1)严格控制施工过程,按照系统工程管理制度,保证工艺各环节的稳定性和可重复一致性。(2)采取间歇式喷涂方法,控制管壁表面温度不超过80℃,从而防止基体温度过高或变形现象发生。(3)采用优化好的超音速电弧喷涂工艺,以保证涂层的最佳质量。(4)加强施工过程中的质量检测,制定严格的质量控制措施,采及时对施工过程的涂层质量进行监控和检测,保证涂层质量均质性、涂层厚度的均一性。5.2.5质量保证期限涂层质保期为3年:在质保期内发现涂层脱落、裂纹,防蚀效果不佳的,乙方负责在第二次停机时免费处理。5.2.6工期按甲方施工进度的安排进行行,具体施工时间由甲方协调确定。本公司保证在接到委托单位通知后,及时到场,并保证在工期时间内保质保量的完成施工工作。如果因本公司接到委托单位通知后未能及时到场或施工进度未达到要求,造成工期延期,则每延迟一天扣罚合同总额的10%。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码




 312408994
312408994
本文标题:水冷壁管喷电弧喷涂技术方案
链接地址:https://www.777doc.com/doc-4536573 .html