您好,欢迎访问三七文档
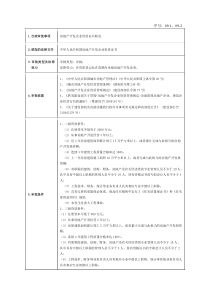
湖北德科雷米公司编号:ES-301产品规范铝合金压铸件技术条件版本:07页号:1/81、范围本标准规定了铝合金压铸件的技术要求、试验方法、检验规则、交货条件等。本标准适用于汽车发电机铝合金端盖压铸件。2、引用标准GB6414铸件尺寸公差GB6987.1-GB6987.16铝及铝合金化学分析方法GB288-87金属拉力试验法GB/T13822-92压铸有色合金试样GB6060.5表面粗造度比较样块抛(喷)丸、喷吵加工表面3、技术要求3.1压铸铝合金的牌号压铸铝合金采用UNS-A03800(美国A380.0,日本ADC10)可选用材料UNS-A03830(美国383.0,日本ADC12)化学成份见表1表1牌号化学成份(重量百分比)标准号UNS编号A380.0Si7.5-9.5,Cu3.0-4.0,Zn≤3.0,Mg≤0.1,Mn≤0.5,Ni≤0.5,Sn≤0.35,Fe≤1.3,AI余量QQA-591EA13800ADC10Si7.5-9.5,Cu2.0-4.0,Zn≤1.0,Mg≤0.3,Mn≤0.5,Ni≤0.5,Sn≤0.3,Fe≤1.3,AI余量JISH5302A13800383.0Si9.5-11.5,Cu2.0-3.0,Zn≤3.0,Mg≤0.1,Mn≤0.5,Ni≤0.3,Sn≤0.15,Fe≤1.3,AI余量QQA-591EA03830ADC12Si9.6-12,Cu1.5-3.5,Zn≤1.0,Mg≤0.3,Mn≤0.5,Ni≤0.5,Sn≤0.3,Fe≤1.3,AI余量JISH5302A03830供应商可选择上述四种牌号的任何一种,如在生产过程中更换其它牌号,需重新进行样件鉴定。湖北德科雷米公司编号:ES-301产品规范铝合金压铸件技术条件版本:07页号:2/83.1.1回炉料使用规定3.1.1.1回炉料分类一级回炉料:浇道、化学成份合格的废铸件,后加工次品等不含水分和油污。二级回炉料:集渣包、坩埚底部剩料、退货废品、存放时间长(超过10天)的一级回炉料。三级回炉料:飞边、溅屑、细小的碎料、带有油污的渣料、因化学成份报废的铸件、从铝渣中捡出的铝粒。3.1.1.2回炉料使用比例使用单一某级回炉料:一级回炉料最大使用量50%,二级回炉料最大使用量40%。一级、二级回炉料混合使用:回炉料总量不超过40%,其中二级回炉料最大使用量20%。三级回炉料:不能直接使用,必须经过重熔、精炼且化学成份分析合格后才能使用,其最大使用量10%,仅与铝锭混合使用。3.1.1.3加料循序小颗粒回炉料大块回炉料铝锭,如此循环。3.2力学性能采用单铸拉力试样检验,其力学性能应满足抗拉强度≥240Mpa,伸长率≥1%,HB85(5/250/30)。试样尺寸及形状应符合GB/T13822-92《压铸有色合金试样》的规定。3.3压铸件尺寸压铸件的几何形状和尺寸应符合铸件图的规定。3.4待加工表面用符号“”标明,尖头指向被加工面。例:0.5表示该表面留有加工余量0.5mm3.5表面质量3.5.1铸件清理后的表面质量铸件的浇口、飞边、溢流口、隔皮等应清理干净,但允许留有清理痕迹。在不影响使用的情况下,因去除浇口、溢流口时所形成的缺肉或高出均不得超过壁厚的四分之一,并且不得超过1.5mm。3.5.2铸件不加工表面的质量湖北德科雷米公司编号:ES-301产品规范铝合金压铸件技术条件版本:07页号:3/83.5.2.1不允许有裂纹,欠铸和任何穿透性缺陷。3.5.2.2由于模具组合镶拼或受分型面影响而形成铸件表面高低不平的偏差,不得超过有关尺寸公差。3.5.2.3推杆痕迹不得凸起,允许凹入铸件表面,深度不得超过该处壁厚的十分之一,并不超过0.4mm。3.5.2.4工艺基准面,配合面上不允许存在任何凸起的痕迹。3.5.2.5孔必须为穿孔,孔口毛剌0.25max,孔壁不允许存在气泡或有缺肉现象。3.5.2.6铸件外表面不允许存在冷隔和缩孔。3.5.2.7铸件外表面不允许存在喷丸处理不能去除的流痕、擦伤、有色斑点及粘附物痕迹。3.5.2.8铸件内表面允许存在深度不大于0.1mm,面积不超过总面积15%的流痕和擦伤。3.5.2.9铸件内表面允许存在深度不大于1/5壁厚,长度不大于10mm,距铸件边缘距离大于4mm的冷隔,冷隔数量不超过2个,两冷隔间距不小于10mm。3.5.2.10铸件内表面允许存在深度不大于0.3mm的凹陷。3.5.2.11在不影响装配的情况下,铸件允许存在直径3mm,凸起高度不大于0.2mm的气泡,数量不超过3个。3.5.2.12铸件边角残缺深度不大于0.5mm,长度不超过边长度的5%。3.5.3铸件待加工表面的质量3.5.3.1不允许有超过加工余量范围的表面缺陷和痕迹。3.5.3.2不允许有凸起高度超过1mm以上的推杆痕迹,在工艺基准面上不允许有凸起的推杆痕迹。3.5.4铸件机械加工后的表面质量3.5.4.1不允许有影响使用的局部铸态表皮存在。3.5.4.2不允许有超过表2规定的孔穴存在。3.5.4.3机械加工螺纹的表面质量头两扣不允许有任何缺陷,其余螺纹不允许超有过表3所规定湖北德科雷米公司编号:ES-301产品规范铝合金压铸件技术条件版本:07页号:4/8的缺陷。表2位置挂角两端面,旋铆位轴承室,定子止口其他加工面孔穴表面积cm最大直径mm最大深度mm最多个数边缘间最小距离mm最大直径mm最大深度mm最多个数边缘间最小距离mm最大直径mm最大深度mm最大个数<25≥25-60≥60-150≥150-3500.80.81.01.20.50.50.50.6344546681.51.52.02.51.01.01.51.5344546682.02.02.53.01.51.51.52.03456表3螺距mm孔穴范围平均直径不大于mm深度不大于mm螺纹工作长度内总个数不超过两孔距间边距不小于mm≤0.7511220.751.5(不超过2倍螺距)1.5(≤1/4壁厚)453.5.5铸件需采用不锈钢钢丸进行喷丸或喷砂处理,表面粗造度≤Ra12.5。3.6内部质量压铸件不得有影响其使用要求的内部气孔,疏松、缩孔、夹杂等。3.7若图样无特别规定,有关压铸工艺部分的设置,如顶杆位置,分型线的位置,浇口和溢流口的位置等由生产厂自行规定,否则图样上应注明或由供需双方商定。3.8在不影响铸件使用的条件下,应征得需方同意,供方可以对铸件进行浸渗和修补(如焊补)处理。而后铸件必须作相应的复验满足以上各项要求。3.9试验方法及检验规则湖北德科雷米公司编号:ES-301产品规范铝合金压铸件技术条件版本:07页号:5/83.9.1化学成份3.9.1.1化学成份的检验按GB6987.1-6987.16的规定执行,在保证分析精度的条件下,允许使用其它方法。3.9.1.2每批压铸件,生产厂要提供化学成份检验单。3.9.2力学性能3.9.2.1拉伸试验方法应符合GB228的规定。3.9.2.2力学性能检验频率由供方自定。3.9.3压铸件几何尺寸的检验按公司质量部规定。铸件中自攻螺钉底孔的验收,按以下标准:在实际装配状态下容易装配且其平均破环力矩减去3倍的标准偏差应大于其紧固力矩的最大要求值。样本数量≥20。3.9.4压铸件表面质量应逐件检查,抽检结果应符合本标准3.5的规定。3.9.5压铸件内部质量可通过机加工做剖面来检验,其结果应符合3.6的规定。3.9.6压铸件喷丸处理表面按GB6060.5的规定执行。外观清洁,颜色均匀一致。3.10压铸件的标记及包装。3.10.1压铸件的指定区域内应有制造厂的模具编码及生产年月日。模具编码按要求,厂家名称首字母加数字序号,如R1,R2。厂家代码按公司采购部要求,使用黑体,字高5mm,凸出高度0.4-0.6mm。铸件生产年月按以下方式:两个同心圆,内圆为φ5,外圆为φ10。内、外圆之间区域均分12等份,均分区域序号参照时钟分布,年号在φ5内圆中间用数字标示,每月在相应均分位置打一点。图形线粗0.3-0.5,凸出高度0.4-0.6。线条粗细均匀,图形美观清晰。年份位置使用实际生产年份后两位数字表示,1-12表示对应月份位置,实际标示图案不要求有具体数字,生产月份在对应位置用打点表示湖北德科雷米公司编号:ES-301产品规范铝合金压铸件技术条件版本:07页号:6/8铸件生产日按以下方式:两个同心圆,内圆为φ5,外圆为φ10。内、外圆之间区域均分10等份,均分区域序号按图示分布,φ5内圆中间均分为3等份,每月在相应均分位置打一点。具体生产日在对应1-10序号内打一点表示,图形线粗0.3-0.5,凸出高度0.4-0.6。线条粗细均匀,图形美观清晰。3.10.2铸件的包装应保证在运输过程中和存放时间内防止潮湿和机械损伤。3.10.3包装的标志应有:名称、数量、制造厂名、检验合格印记和交付时间。4、版本记录版本号日期更改通知号批准说明0096.11.2张相宏发布0197.11.897001张相宏按标准格式化内容未做改动0298.10.1498001张相宏0399.04.2199001张相宏0403.12.1503004张相宏0509.4.13余云龙增加“不锈钢钢丸”要求0612.4.5余云龙增加铸件生产日,月年轮中间部分0、1、2表示本月上中下旬三个时间段,1-10表示对应生产日位置,31日在10和1两个区域同时打点表示,实际标示图案不要求有具体数字,生产日在对应位置用打点表示湖北德科雷米公司编号:ES-301产品规范铝合金压铸件技术条件版本:07页号:7/80714.3.19余云龙增加回炉料规范附录名词解释1、孔穴、气孔、缩孔和夹杂物等缺陷所形成的孔洞:(1)气孔:卷入压铸件内部的气体所形成的形状较为规则、表面较为光滑的孔洞。(2)缩孔:压铸件在冷凝过程中,由于内部补偿不足所造成的形状不规则、表面较粗糙的孔洞。(3)夹杂物:混入压铸件内的金属或非金属杂质。2、气泡:压铸件表皮下气孔鼓起所形成的泡状缺陷。3、凹陷:平滑表面上出现凹瘪的部分,其表面呈自然冷却状态。4、花纹:肉眼可见的、但用手感觉不出来的、颜色不同于基体的金属纹络,用0#砂布稍擦下即可去除。5、流痕:表面上用手感觉得出的局部下陷的纹络。此缺陷无发展的可能,用抛光法能去除。6、冷隔:温度较低的金属流互相对接但未熔合而出现缝隙,呈不规则的线形,有穿透的、未穿透的两种,在外力作用下有发展的趋势。7、裂纹:合金基体被破坏或断开形成细丝状的缝隙,有穿透的和不穿透的两种,有发展的趋势。8、欠铸:成型过程中填充不完整的部位。9、印痕:铸件表面由于模具型腔磕碰而形成凸出或凹下的痕迹。10、网状毛剌:由于模具腔表面产生龟裂而形成铸件表面上的网状凸起印痕。11、粘附物痕迹:铸件表面由于金属物或涂料堆积物等脱落而形成的痕迹。12、有色斑点:表面上不同于基体金属颜色的斑点。一般由涂料碳化物形成。13、擦伤:顺着出模方向,由于金属粘附或模具制造斜度太小而造成在铸件表面的拉伤痕迹。湖北德科雷米公司编号:ES-301产品规范铝合金压铸件技术条件版本:07页号:8/814、麻面:充型过程中由于模温或料温过低,在欠压条件下表面形成的细小麻点状分布存的区域。15、飞边:由于铸模的精度、配合或装配等等欠佳,在合模时产生过大的缝隙而造成的铸件边缘的片状金属皮。16、隔皮:该穿透而未穿透的金属层。17、边角残缺:铸件周缘的局部边角轮廓不清。18、疏松:不紧实的组织。编制:审核:批准:
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码





 gnlt1899
gnlt1899
本文标题:铝合金压铸技术要求
链接地址:https://www.777doc.com/doc-4601814 .html