您好,欢迎访问三七文档
当前位置:首页 > 机械/制造/汽车 > 制造加工工艺 > 数控机床维护及数控系统故障诊断001
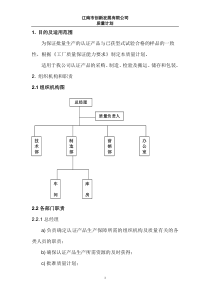
第1页共27页烟台工程职业技术学院数控技术系数控设备应用与维护专业08级毕业设计(论文)题目:数控机床维护及数控系统故障诊断姓名赵光明学号2008080058指导教师(签名)二○年月日第2页共27页摘要本文从数控机床的基本组成出发,简述了数控机床的特点、安全运行要求以及维护和保养的相关知识。数控机床的维护包括机床数控系统、机械部件、液压、气压系统,机床精度等方面。针对数控机床常见的一些主要故障,说明了的数控机床维修和维护的基本诊断步骤与原则,介绍了数控机床的CNC系统的诊断技术及数控机床故障诊断的常用方法(直观法、系统自诊断法、参数检查法、功能测试法、部件交换法、测量比较法、原理分析法等)。最后,就数控机床不能进给故障进行了较为详细的分析。【关键词】数控机床进给伺服系统故障分析过热报警维修及维护方法前言数控加工是用程序控制机床实现自动加工,数控加工程序的编制和数控机床的维修在日常生产中占有非常重要的位置。数控机床的发展极大地提高了生产效率,提高了加工过程的安全性,使工人的操作变得简单,但由于数控机床应用了许多现代化的高科技技术,维修就显得复杂,要求维修的专业性。其中,主轴部件是数控机床机械部分中的重要组成部件,主要由主轴、轴承、主轴准停装置、自动夹紧和切屑清除装置组成。主轴部件的精度、热变性的对加工质量有直接的影响,特别是数控机床在加工过程中不进行人工调整,这些影响就更为严重。所以,数控机床主轴部件及其维护维修在数控机床的维护维修中显得尤为重要。本论文从数控的基本控制原理出发,以现实生产中容易发生一般故障为例,分析其发生的原因和解决问题的方法。第3页共27页目录一、数控机床与数控系统概述………………………………………………………4(一)数控加工的概念………………………………………………………………4(二)数控机床主要由以下几部分组成,如图1-1所示……………………………4(三)数控系统的构成与特点………………………………………………………6二、数控机床故障诊断方法…………………………………………………………6(一)数控机床故障诊断方法………………………………………………………6(二)故障的诊断步骤………………………………………………………………9(三)故障处理对策…………………………………………………………………10三、进给伺服系统的故障类型及诊断方法…………………………………………11(一)常见故障……………………………………………………………………11(二)数控机床伺服系统的故障分析与排除方法………………………………12四、伺服系统软件的过热类报警实例故障成因与分析处理………………………13(一)数控系统软件常见故障的三种类型…………………………………………13(二)数控机床CNC系统软性故障的排除方法……………………………………13(三)过热报警机理及其成果………………………………………………………14(四)伺服系统过热报警故障判别流程图…………………………………………15(五)过热类报警故障的实例分析…………………………………………………17(六)数控机床伺服系统软件类报警常见故障成因及排除方法如下表所示……18五、结束语……………………………………………………………………………21六、结论………………………………………………………………………………22七、致谢………………………………………………………………………………22【参考文献】…………………………………………………………………………23第4页共27页数控机床维护及数控系统故障诊断赵光明一数控机床与数控系统概述随着社会生产和科学技术的不断进步,各类工业新产品层出不穷。机械制造产业作为国民工业的基础,其产品更是日趋精密复杂,特别是在宇航、航海、军事等领域所需的机械零件,精度要求更高,形状更为复杂且往往批量较小,加工这类产品需要经常改装或调整设备。普通机床或专业化程度高的自动化机床显然无法适应这些要求。同时,随着市场竞争的日益加剧,企业生产也迫切需要进一步提高其生产效率,提高产品质量及降低生产成本。一种新型的生产设备——数控机床就应运而生了。(一)数控加工的概念数控机床的工作原理就是将加工过程所需的各种操作(如主轴变速、工件的松开与夹紧、进刀与退刀、开车与停车、自动关停冷却液)和步骤以及工件的形状尺寸用数字化的代码表示,通过控制介质(如穿孔纸带或磁盘等)将数字信息送入数控装置,数控装置对输入的信息进行处理与运算,发出各种控制信号,控制机床的伺服系统或其他驱动元件,使机床自动加工出所需要的工件。所以,数控加工的关键是加工数据和工艺参数的获取,即数控编程。数控加工一般包括以下几个内容:1、对图纸进行分析,确定需要数控加工的部分;2、利用图形软件(如CAXA制造工程师)对需要数控加工的部分造型;3、根据加工条件,选择合适的加工参数,生成加工轨迹(包括粗加工、半精加工、精加工轨迹);4、轨迹的仿真检验;5、生成G代码;6、传给机床加工。(二)数控机床主要由以下几部分组成,如图1-1所示1、计算机数控装置(CNC装置)计算机数控装置是计算机数控系统的核心。其主要作用是根据输入的零件加工工序或操作命令进行相应的处理,然后输出控制命令到相应的执行部件(伺服第5页共27页单元、驱动装置和PLC等),完成零件加工程序或操作所要求的工作。2、伺服单元、驱动装置和测量装置伺服单元和驱动装置包括主轴伺服驱动装置、主轴电动机、进给伺服驱动装置及进给电动机。测量装置是指位置和速度测量装置,它是实现主轴控制、进给速度闭环控制和进给位置闭环控制的必要装置。3、控制面板控制面板又称操作面板,是操作人员与数控机床(系统)进行信息交互的工具。4、控制介质与程序输入输出设备控制介质是记录零件加工程序的媒介,是人与机床建立联系的介质。程序输入输出设备是CNC系统与外部设备进行信息交换的装置,其作用是将记录在控制介质上零件加工程序,程序输入输出CNC系统,或将调试好的零件加工程序通过输出设备存放或记录在相应的介质上。5、PLC(可编程序控制器)、机床I/O(输入/输出)电路和装置它是用二进制与逻辑运算、顺序动作有关的I/O控制,它由硬件和软件组成。机床I/O电路和装置是用来实现I/O控制的执行部件,是由继电器、电磁阀、行程开关、接触器等组成的逻辑电路。6、机床本体机床本体是数控系统的控制对象,是实现加工零件的执行部件。它主要由主运动部件、进给运动部件、支承件以及特殊装置、自动工作台交换系统、自动刀具交换系统和辅助装置组成。操作面板PLCC机床I/O电路和装置主轴伺服单元主轴驱动装置置输入输出设备计算机数控装置进给伺服单元进给驱动装置测量装置机床本体主运动机构进给传动机构辅助控制机构第6页共27页图1-1数控机床组成图(三)数控系统的构成与特点一般整个数控系统由三大部分组成,即控制系统,伺服系统和位置测量系统。控制系统按加工工件程序进行插补运算,发出控制指令到伺服驱动系统;伺服驱动系统将控制指令放大,由伺服电机驱动机械按要求运动;测量系统检测机械的运动位置或速度,并反馈到控制系统,来修正控制指令。这三部分有机结合,组成完整的闭环控制的数控系统。二数控机床故障诊断方法机床在运行过程中,机械零部件,受到力、热、摩擦以及磨损等多种因素的作用,运行状态不断变化,一旦发生故障,往往会导致不良后果。因此,必须在机床运行过程中,对机床的运行状态及时作出判断并采取相应的措施。运行状态异常时,必须停机检修或停止使用,这样就大大提高了机床运行的可靠性,进一步提高了机床的利用率。数控机床机械故障诊断包括对机床运行状态的识别、预测和监视三个方面的内容。通过对数控机床机械装置的一些特征参数,如振动、噪声和温度等进行测定,将测定值与规定的正常值进行比较,以判断机械装置状态变化的趋势性规律,从而对机械装置的运行状态进行预测和预报。在诊断技术上,既有传统的“实用诊断方法”,又有利用先进测试手段的“现代诊断方法”。(一)数控机床故障诊断方法由于数控机床故障比较复杂,同时数控系统自诊断能力还不能对系统的所有部件进行测试,往往是一个报警号指示出众多的故障原因,使人难以入手。下面介绍维修人员任生产实践中常用的排除故障方法。1、直观检查法直观检查法是维修人员根据对故障发生时的各种光、声、味等异常现象的观察,确定故障范围,可将故障范围缩小到一个模块或一块电路板上,然后再进行排除。一般包括:(1)询问:向故障现场人员仔细询问故障产生的过程、故障表象及故障后果第7页共27页等;(2)目视:总体查看机床各部分工作状态是否处于正常状态,各电控装置有无报警指示,局部查看有无保险烧断,元器件烧焦、开裂、电线电缆脱落,各操作元件位置正确与否等等;(3)触摸:在整机断电条件下可以通过触摸各主要电路板的安装状况、各插头座的插接状况、各功率及信号导线的联接状况以及用手摸并轻摇元器件,尤其是大体积的阻容、半导体器件有无松动之感,以此可检查出一些断脚、虚焊、接触不良等故障;(4)通电:是指为了检查有无冒烟、打火,有无异常声音、气味以及触摸有无过热电动机和元件存在而通电,一旦发现立即断电分析。如果存在破坏性故障,必须排除后方可通电。例:一台数控加工中心在运行一段时间后,CRT显示器突然出现无显示故障,而机床还可继续运转。停机后再开又一切正常。观察发现,设备运转过程中,每当发生振动时故障就可能发生。初步判断是元件接触不良。当检查显示板时,CRT显示突然消失。检查发现有一晶振的两个引脚均虚焊松动。重新焊接后,故障消除。2、系统自诊断法充分利用数控系统的自诊断功能,根据CRT上显示的报警信息及各模块上的发光二极管等器件的指示,可判断出故障的大致起因。进一步利用系统的自诊断功能。还能显示系统与各部分之间的接口信号状态,找出故障的大致部位.它是故障诊断过程中最常用、有效的方法之一。数控系统已具备了较强的自诊断功能,并能随时监视数控系统的硬件和软件的工作状态。利用自诊断功能,能显示出系统与主机之间的接口信息的状态,从而判断出故障发生在机械部分还是数控部分,并显示出故障的大体部位(故障代码)。(1)硬件报警指示:是指包括数控系统、伺服系统在内的各电气装置上的各种状态和故障指示灯,结合指示灯状态和相应的功能说明便可获知指示内容及故障原因与排除方法;(2)软件报警指示:系统软件、PLC程序与加工程序中的故障通常都设有报警显示,依据显示的报警号对照相应的诊断说明手册便可获知可能的故障原因及第8页共27页排除方法。3、参数检查法数控系统的机床参数是保证机床正常运行的前提条件,它们直接影响着数控机未的性能。参数通常存放在系统存储器中,一旦电池不足或受到外界的干扰,可能导致部分参数的丢夫或变化,使机床无法正常工作。通过核对、调整参数,有时可以迅速排除故障:特别是对于机床长期不用的清况,参数丢失的现象经常发生,因此,检查和恢复机床参数是维修中行之有效的方法之一。另外,数控机床经过长期运行之后,由于机械运动部件磨损,电气元器件性能变化等原因,也需对有关参数进行重新调整。4、功能测试法所谓功能测试法是通过功能测试程序,检查机床的实际动作,判别故障的一种方法功能测试可以将系统的功能(如:直线定位,圆弧插补、螺纹切削、固定循环、用户宏程序等),用手工编程方法,编制一个功能测试程序,并通过运行测试程序,来检查机床执行这些功能的准确性和可靠性,进而判断出故障发生的原因对于长期不用的数控机床或是机床第一次开机不论动作是否正常,都应使用木方法进行一次检查以判断机床的上作状况。功能程序测试法是将数控系统的G、M、S、T、F功能用编程法编成一个功能试验程序,并存储在相应的介质上,如纸带和磁带等。在故障诊断时运行这个程序,可快速判定故障发生的可能起因。功能程序测试法常应用于以下场合:(1)机床加工造成废品而一时无法确定是编程操作不当、还是数控系统故障引起;(2)数控系统出现随机性故障,一是难以区别是外来干扰,二是系统稳定性好;(3)闲置时间较长的数控机床在投入使用前或对数控机床进行定期检修时。例:一台FANUC
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码




 marco139394
marco139394
本文标题:数控机床维护及数控系统故障诊断001
链接地址:https://www.777doc.com/doc-4604509 .html