您好,欢迎访问三七文档
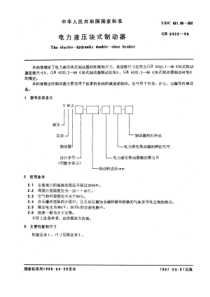
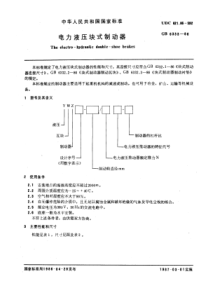
钢梁及钢结构检测中铁X局试验检测中心概述钢结构工程凭着其独有的优势,如结构轻盈、造型美观、结构跨度大、重量轻、承载能力高、施工进度快等,目前越来越多地应用于铁路和公路的大型桥梁、各类大小型厂房以及火车站的无站台柱雨棚等工程中。目前,由于铁路运输的大发展、火车提速以及铁路跨越式发展战略的逐步实施,客货列车速度已有较大提高,牵引动力类型和车辆载重发生了较大变化。随着大型钢结构桥梁的广泛应用,钢结构工程施工技术以及相应的试验检测手段和分析技术也在不断发展。为了更好控制钢结构工程的施工质量,所以必须做好钢梁及钢结构的试验检测工作。钢梁及钢结构的检测主要指以下几个方面;1.原材料检验;2.制造过程中的检验;3.焊接质量检验;4.焊缝无损探伤;5.高强螺栓及组合件力学性能试验;6.涂装质量的检测。一、原材料检验1.1钢梁及钢结构使用的材料力学性能试验可分为屈服点、抗拉强度、伸长率、冷弯和冲击功等项目。钢梁及钢结构使用的材料必须符合设计要求和现行有关标准的规定,必须有材料质量证明及进行复验;钢材力学性能检验试件的取样数量、取样方法、试验方法和评定标准应符合表1的规定。1.2当被检验钢材的屈服点或抗拉强度不满足要求时,应补充取样进行拉伸试验。补充试验应将同类构件同一规格的钢材划为一批。每批抽样三个。1.3采用进口钢材时,应按合同规定进行商检,应按现行标准检验其化学成分和力学性能;并应按现行有关标准进行抽查复验和与匹配的焊接材料做焊接试验,不符合要求的钢材不得使用。1.4通过检查焊接材料的质量合格证明文件、中文标志及检验报告,确保焊接材料的品种、规格、性能等应符合现行国家产品标准和设计要求。二、制造过程中的检验2.1放样应根据施工图纸和工艺要求进行,应预留制作和安装时焊接收缩余量及切割、刨边等加工余量。2.2切割前应将表面的浮锈、污物清除干净。并优先采用精密数控切割。2.3矫正和弯曲时,应注意环境温度的影响,碳素结构钢不得低于-16℃,低合金结构钢不得低于-12℃。主要受力零件冷弯时,环境温度不宜低于-5℃,内侧弯曲半径不得小于板厚的15倍,小于者必须热煨,热煨温度在900-1000℃之间。2.4构件的各部位加工尺寸允许偏差应符合施工图纸的要求。2.5在首次焊接工作之前或材料、工艺在施工过程中遇有须重新评定的变化,必须分别进行焊接工艺评定试验。2.6焊工应经过考试,熟悉焊接工艺要求,取得资格证书后才能从事相应的焊接工作。三、焊接质量检验钢结构工程中许多构件需要焊接加工,其焊接质量的好坏直接影响着构件的质量,所以钢结构构件焊接质量的检验工作是确保产品质量的重要措施。根据焊接工序的特点,焊接检验工作是贯穿焊接始终的。一般分成三个阶段,即焊前检验,焊接过程中检验和焊后成品的检验。3.1焊前检验焊前检验是指焊接实施之前准备工作的检验,包括原材料的检验、焊接工艺评定记录和结论及其他可能影响焊接质量因素的检验(如焊工考试、电源的质量、工具和电缆的检查)检验应根据图纸要求和相应的国家标准及行业标准进行。3.2焊接过程中的检验在焊接过程中主要检验焊接规范、焊缝尺寸和结构装配质量。3.2.1焊接规范的检验焊接规范是指焊接过程中的工艺参数,如焊接电流、焊接电压、焊接速度、焊条(焊丝)直径、焊接的道数、层数、焊接顺序、能源的种类和极性等。正确的规范是在焊前进行试验总结取得的。有了正确的规范,还要在焊接过程中严格执行才能保证焊接接头质量的优良和稳定。对焊接规范的检查,不同的焊接方法有不同的内容和要求。3.2.1.1手工焊规范的检验一方面检验焊条的直径和焊接电流是否符合要求,另一方面要求焊工严格执行焊接工艺规定的焊接顺序、焊接道数、电弧长度等。3.2.1.2埋弧自动焊和半自动焊焊接规范的检验。除了检查焊接电流、电弧电压、焊丝直径、送丝速度、焊接速度外,还要认真检查焊剂的牌号、颗粒度、焊丝伸出长度等。3.2.1.3接触焊规范的检验对于对焊,主要检查夹头的输出功率、通电时间、顶锻量、工件伸出长度、工件焊接表面的接触情况、夹头的夹紧力和工件与夹头的导电情况等。电阻对焊时还要注意焊接电流、加热时间和顶锻力之间的相互配合。压力正常但加热不足,或加热正确而压力不足都会形成未焊透。电流过大或通电时间过长会使接头过热,降低其机械性能。对焊接电流、通电时间、加热后的压力三者之间配合是否恰当要认真检查,否则会产生缺陷。如加热后的压力过大会使工件表面显著凹陷和部分金属被挤出;压力不足会造成未焊透;电流过大或通电时间过长会引起金属飞溅和焊点缩孔。3.2.1.4气焊规范的检验要检查焊丝的牌号、直径、焊嘴的号码,并检查可燃气体的纯度和火焰的性质。如果选用过大的焊嘴会使焊件烧坏,过小的焊嘴会形成未焊透。3.2.2焊缝尺寸的检查焊缝尺寸的检查应根据工艺卡或行业标准缩规定的要求进行,一般采用特制的量规和样板来测量。3.2.3结构装配质量的检验在焊接之前进行装配质量检验是保证结构焊成后符合图纸要求的重要措施。对装配结构应作以下几项检查:⑴按图纸检查各部分尺寸、基准线及相对位置是否正确,是否留有焊接收缩余量和机械加工余量。⑵检查焊接接头的坡口形式及尺寸是否正确。⑶检查点固焊的焊缝布置是否恰当,能否起到固定作用,是否会给焊后带来过大的内应力,并检查点固焊缝的缺陷。⑷检查焊接处是否清洁,有无缺陷(如裂缝、凹陷、夹层)3.3焊后成品的检验焊缝产品虽然在焊前和焊接过程中进行了检查,但由于制造过程中外界因素的变化,如操作规范的不稳定、能源的波动等都有可能引起缺陷的产生。为了保证产品的质量,对产品必须进行质量检验。钢结构构件一般用外观检测法检测表面缺陷,内部缺陷用超声波探伤和射线探伤检测。3.3.1外观检测法焊接接头的外观检测是一种手续简便而应用广泛的经验方法,是成品检验的一项重要内容。这种方法亦使用于焊接过程中,如后壁焊件作多层焊时,每焊完一层焊道便采用这种方法检查,以防止前道焊层的缺陷被带到下一层焊道中去。3.3.2外观检查主要发现焊缝表面的缺陷和尺寸上的偏差。这种检查一般是通过肉眼观察,借助标准样板、量规和放大镜等工具进行检测的。检查之前必须将焊缝附近10-20mm基本金属上所有飞溅及其他污物清除干净。在清除焊渣时,要注意焊渣覆盖的情况。对未填满的弧坑应特别仔细检查,因该处可能会有星形散射状裂纹。3.3.3若焊缝表面出现缺陷,焊缝内部便有存在缺陷的可能。所以焊接完毕后,焊缝必须进行外观检查,焊缝不得有裂纹,而且表面气孔、咬边、等缺陷不得超过相关标准规定。四、焊缝无损探伤对钢梁及钢结构工程中的主要部件的焊接必须要进行无损探伤检验,探伤方法和探伤比例应按设计图纸的要求及国家相关标准执行,需要进行无损探伤检验的部件,应在外观检查合格后进行,并且应在焊接工作完成后的24小时以后进行。常用的无损探伤方法有超声波探伤、射线探伤、磁粉探伤和渗透探伤等。4.1超声波探伤4.1.1探伤原理超声波脉冲从探头进入被检物体,如果其内部有缺陷,缺陷与材料之间便存在界面,则一部分入射的超声波在缺陷处被反射或折射,则原来单方向传播的超声能量有一部分被反射,通过此界面的能量就相应减少。这时,在反射方向可以接到此缺陷处的反射波;在传播方向接收到的超声能量会小于正常值。这两种情况的出现都能证明缺陷的存在。在探伤中,利用探头接收脉冲信号的性能也可检查出缺陷的位置及大小。前者位反射法,后者为穿透法。4.1.2探伤方法4.1.2.1脉冲反射法脉冲发生器产生的高频脉冲激励探头的压电晶片振动,使之产生超声波。超声波垂直入射到工件中,当通过界面A、缺陷F和底面B时,均有部分超声波反射回来,这些反射波各自经历了不同的往返路程回到探头上,探头又重新将其转变为电脉冲,经接收放大器放大后,即可在屏幕上显现出来。其对应各点的波形分别成为始波(A’)、缺陷波(F‘)和底波(B‘)。当被测工件中无缺陷存在时,则在屏幕上只能看到始波(A‘)和底波(B’)。缺陷的位置(深度AF)可根据各波形之间的间距之比等于所对应的工件中的长度之比求出,即AF=AB×A’F‘/A’B‘图1所示为用单探头探伤的原理图4.1.2.2横波脉冲反射法横波入射工件后,遇到缺陷时便有一部分被反射回来,从屏幕上就可以见到脉冲信号。横波探伤的定位在生产中采用标准试块调节。钢结构构件焊缝的超声波探伤方法大多用的就是横波脉冲反射法。4.2射线探伤4.2.1探伤原理射线法探伤是利用射线在物质中的衰减规律和对某些物质产生的光化及荧光作用为基础进行探伤的。当照射在工件上的射线强度为J0,由于工件材料对射线的衰减,穿过工件后的射线被减弱至J1。若工件存在缺陷时,因该处的射线透过后的射线强度为J2,由于缺陷的存在使得工件实际厚度减少,则穿过得射线强度比没有缺陷处的射线强度大一些。从射线对底片的光化作用看,射线强的部分对底片的光化作用强烈,即感光量大。感光量较大的底片经暗室处理后变得较黑。因此工件中的缺陷通过射线在底片上产生黑色的影迹。这就是射线探伤照相法的探伤原理。4.2.2X射线探伤照相法的工序⑴确定产品的探伤位置和对探伤位置进行编号。抽查的焊缝位置一般选在:①可能或常出现缺陷的位置;②危险断面或受力最大的焊缝部位;③应力集中的位置。⑵选取胶片、增感屏和增感方式。胶片一般要求反差高、清晰度高和灰雾少。增感屏和增感方式可根据软片或探伤要求选择。⑶选取焦点、焦距和照射方向。选择最佳透照角度。⑷放置铅字号码、铅箭头及象质计。⑸选定曝光规范。曝光规范要根据探伤机型事先作出,探伤时按工件的厚度和材质选取。⑹进行暗室处理。⑺焊缝质量的评定。4.3磁粉探伤磁粉探伤用于检测铁磁性材料和构件表面上或近表面的裂纹以及其他缺陷。磁粉检测对表面缺陷最灵敏。采用磁粉探伤方法检测磁性材料的表面缺陷,比采用超声波或射线探伤的灵敏度高,而且操作简便、结果可靠、价格便宜,因此被广泛用于磁性材料表面和近表面缺陷的检测。磁粉检测的基本原理如下:当材料或构件被磁化后,若在构件表面或近表面存在裂纹、缺陷,便会在该处形成一漏磁场,此漏磁场将吸引、聚集检测过程中施加的磁粉,而形成缺陷显示。如果被检构件没有缺陷,则磁粉在构件表面均匀分布。当构件上有缺陷时,由于缺陷(如裂纹、气孔、非金属夹杂物等)内含有空气和非金属,其磁导率远远小于构件的磁导率,位于构件表面或近表面的缺陷处产生漏磁场,形成一个小磁极,磁粉将被小磁极所吸引,缺陷处由于堆积比较多的磁粉而被显现出来,形成肉眼可见的缺陷图象。为了使磁粉图像便于观察,可以采用与被检构件表面有较大反衬颜色的磁粉。为了提高检测灵敏度,还可以采用荧光磁粉,在紫外线照射下使之更容易观察到构件中缺陷的存在。4.4渗透探伤4.1.1渗透探伤是一种检查构件或材料表面缺陷的一种方法,它不受材料磁性的限制,比磁粉探伤的应用范围更加广泛。渗透探伤的基本原理是:利用黄绿色的荧光渗透液或红色的渗透液对狭窄缝隙良好的渗透性,经过渗透清洗、显示处理以后的探伤显示痕迹,用目测法来观察,对缺陷的性质和尺寸作出适当的评价。4.1.2渗透探伤应用于各种金属、非金属、磁性、非磁性材料及零件的表面缺陷的检查。可以说,除表面多孔性材料以外,几乎一切材料的表面开口缺陷都可以应用此方法获得满意的检测结果。4.1.3此法最大的优点是应用不受限制,原理简明易懂,设备简单,显示缺陷直观,并可以同时显示各个不同方向的各类缺陷。渗透探伤对大型构件和不规则零件的检查以及现场机件的检查,更能显示其特殊的优点。但渗透探伤对埋藏于表皮层以下的缺陷是无能为力的,它只能检查开口暴露于表面的缺陷。五、高强螺栓及组合件力学性能试验5.1扭剪型高强度螺栓连接副预拉力复验方法5.1.1复验用的螺栓应在施工现场待安装的螺栓批中随机抽取,每批应抽取套连接副进行复验。5.1.2试验用的电测轴力计、油压轴力计、电阻应变仪、扭矩扳手等计量器具,应在试验前进行标定,其误差不得超过2%。5.1.3采用轴力计方法复验连接副预拉力时,应将螺栓直接插入轴力计。紧固螺栓分初拧、终拧两次进行,初拧应采用手动扭矩扳手或专用定扭电动扳手;初拧值应为预拉力标准值的50%左右。终拧应采用专用电动扳手,至尾部梅花头拧掉
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码





 无聊蚂蚁
无聊蚂蚁
本文标题:钢梁及钢结构检测
链接地址:https://www.777doc.com/doc-4610590 .html