您好,欢迎访问三七文档
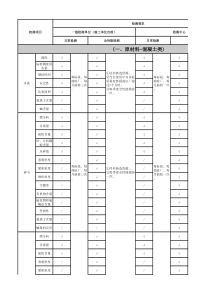
PXH行车式刮泥机铆焊件及出厂前各项指标检验要求供本公司内部使用合同名称型号制造者排产日期出厂编号:检验员序号检验项目检验标准检验结果(日期)备注1工作桥(及部件下料)根据合同设计要求选用合适的材质,下料时方钢端面必须保证一定的垂直度或斜角度,误差小于1毫米,以便减小焊接时的焊缝,需要加长驳接的方钢,内部必须加加强方钢,紧配合。塞焊焊接,塞孔直径为22左右,标准为(80×80的方钢用6毫米,100×100的方钢用8毫米的板材折边加工而成,长度不得小于650毫米。)对接处开3毫米的坡口焊接。驱动架连接角钢长孔不得用手工开割。泵架连接吊耳角钢国标且90度。孔位按图纸偏差小于1毫米。工作桥组装选择较好平板,以两边的侧面斜架为基准,对称制作,制作必须有相应的定位支撑,对称度,直线度,平面度小于1毫米。其总长±3毫米,宽度,高度±1毫米。连接法兰配焊,且垂直,方钢口与法兰面必须平行,保证与图纸的填焊。工作桥的俯视图连接方钢必须低于主梁方钢3毫米。斜撑方钢的中心处直线度小于1毫米。排列尺寸与图纸误差小于1.5毫米。桥与桥连接槽钢贴合面直线度小于1毫米(指B型工作桥),孔位同心度小于1毫米。驱动架连接角钢与工作桥底部在同一平面,孔位对称度与必须与驱动架试装。驱动架上孔位吻合,误差≤1毫米。40×40线槽方钢开口平滑,对接处接口在一条直线上,活动网络筛窗口按图纸尺寸两边各放大1.5毫米,三角板以方钢面下35毫米组焊,4块三角板在同一平面。泵架连接耳与工作桥组焊,按图纸尺寸误差小于1毫米,垂直于底部方钢,对称度不得大于1毫米,多个泵连接耳在同一直线。2驱动架1机架,按图纸要求选用国标槽钢,板材用剪板机开料。泵泥连接板割料保证周边光滑,槽钢下料端面平整,刮板连接板按图纸要求开缺口(打磨光滑后组装),保证204,110毫米孔距,组装时与槽钢端面平行,与工作桥连接板保证1300,203毫米,对称度小于1毫米,轴承座安装板必须在同一平面,误差小于1毫米。其余尺學均在图纸尺寸范围。检騌合格后加支撑转焊接。2刮板组合件,按图纸褁求分4乶对称制作,对称2件开缺口。缺口平整光滑,保证4孔与机架孔位吻合,误嗮小于1毫米,其余尺寸符合图纸要求,3刮板组合件$机架,焊后校平,去刺倒角,镀锌后重新洗孔去掉孔内的锌层和其他锌瘤。4驱动架装配,轴承ᅈ加润滑油脂,以轴承外圈见油脂为宜,从动与主动轮按装配图纸顺序组装。保证主动与从动轮在同一盰线上,误差䰏于0.5毫米,减速机朝行程开偳那边,主从动链轮在各一平面,误差小于0.5毫米,保证俩套驱动装置的链轮张力一致,松紧度左右搆动2公分为宜,行程开关按实际尺寸工厂装配︌2条电缆增加防护胶管,长度每条不吏于4米。减耟机,行程开关增加防雨罩。无检验字样的机加工件禁止装配。由器部分由电工落实。3泵架按图选用不锈钢管件,管件开割时按放样纸板线下斑。注意减去封板的厚度,配合缝隙小于1毫米。对称2件刴作,组装时按定位尺寸检验,高度,长度︌宽度寸称度与图纸误差在±1毫孔)2件导杆垂直度小于1揫米。连接座与工作桥配焊组装。连接座选用国标角钢,开料时保证垂直度,孔位按图误差小于1毫米。去刺倒角后与工作桥配装。4镀锌后的工作桥镀锌后的工作桥,先补孔打磨后可用火功校直,(多条工作桥整体连接校直)直线度在2毫米以内,连接法兰方管内无锌瘤和飞溅。校直合格后组装花纹板和挡脚板,挡脚板边与方钢配合缝隙小于1毫米,组焊是不得焊穿挡脚板。有特殊要求的不能用火攻校直。5工作桥与泵架组装将连接座紧固与工作桥上的连接角钢上,并在同一条线上,工作桥垫水平(水平测量仪检验),分清泵架的排列方向,泵架管中心对齐连接座加强筋中心,保证每个泵架的垂直度±1毫米,泵架与泵架的底部距离偏差小于2毫米。(相反方向的上部)验员必须做好配装记号。6泵泥管组按图纸要求选用标准标准壁厚管件,下料管件切口端面平整,去除管内毛刺后按地样组装,90度弯管样板角尺检验,弯管样板度数尺检验,长度与角度偏差小于1.5毫米。管件接口加支撑。法兰点焊并垂直于管件,7泵泥管组焊组焊前将污泥泵底座装配于泵架上,法兰处加密封圈,管件按图纸分布位置排列,法兰螺栓连接,装好支撑管件,校平管件的平行于垂直度误差小于1.5毫米,校平法兰后加焊,与潜污泵连接法兰在泵座上连续焊接。要求工作桥水平,检验员必须做好配装的管件记号。8卡套压弯圆弧一致,保证图纸孔距,成型后去刺倒角。用直径70圆管检验,以2件叠合缝隙10毫米为准。9吸泥管组吸泥管,吸嘴按展开图下料折边,成型后保证与图纸误差小于1.5毫米,上部可以按天方地圆下料,整体高度保证与图纸括号内尺寸,误差小于1.5毫米,保证连接板孔距,并倒角圆滑,垂直度小于1毫米,弧形板点焊紧固,(对称点焊8个焊点)10泵接管圆管108×3可以用不锈钢(因为有不锈钢余料)309焊条焊接,法兰与管件垂直度小于0.5毫米,止水胶圈2件与管件配合密封,卡箍下料按图尺寸缩小2毫米,(不按图纸倾斜角度)保证胶圈端面平行。装配时卡箍安装于胶圈中间,突出108管件1公分为宜,紧配合密封。11拉杆系回形板圆弧机加工,孔位中心度小于1毫米,收口圆滑,螺杆在同一中心线上,轴线度小于1毫米,接口焊高不得小于4毫米,组焊时包好罗牙,总长与图纸误差小于2毫米。12连接杆连接杆按现场总装焊接图检验,长度,倾斜度,平行度,卡套按吸泥管垂直度吻合,配合缝隙不得大于2毫米。13导轨导轨1,按图要求做出方管架,(方管架放地样组装)长度,高度,平面度在1毫米以内。角钢组装与图纸误差在1毫米以内,4件角钢在同一平面,并保证孔距(中心度小于1毫米),挡块按图纸高度保证90度,夹套折边圆角小于母材,与40方管配合间隙小于1毫米,孔距与夹板孔距保证一致。导轨2,连接板与加强筋板不得用手工开料,组装缝隙小于1毫米,连接板保证对称度,孔距中心度偏差在1毫米内,采用对称制作,高度与垂直度保证1毫米内,加支撑后焊接,14端头立柱选用国标槽钢和,(注意总装图是否要对称制作)垂直度,宽度高度误差小于1毫米。焊接成型后钻孔(安装行程开关角钢)角钢线钻孔,按地样组装上部分。15撇渣装置钢刮板,采用光面板材加工,根据长度可以驳接,卡箍组焊前检验是否与传动轴配合,整个部件要求氩弧焊组装和焊接,直线度小于1毫米,刮渣橡胶板按图纸预长2公分,剪板机下料,长孔开口平滑一致。传动轴,端轴先加工成型,管件先镀锌,镀锌后校直管件,组焊端轴,端轴与管组焊时管件增加4点塞焊,中心度,直线度,长度与图纸误差小于1毫米。如果管件驳接须加链接件。行走轮系,喷油漆后装配好尼龙行走轮,垫圈,止退垫和圆螺母。吊杆,按图纸要求下毛料机加工,中间割孔按图要求留加工余量,并画出加工线,2块点焊叠合加工,组装时保证直线度,高度小于1毫米。必须对称制作。连杆,管端面平滑无毛刺,连接板与管件垂直度小于0.5毫米,16※酸洗先清除毛刺和飞溅后再进入酸洗,见酸洗工艺根据酸洗的时间清洗好焊道。17名牌按合同要求的型号,总功率,出厂编号日期等,用大号字钢印,字迹清晰整洁,安装于工作桥行走进道方向(右边)上斜撑中心线,铆钉紧固。(铆钉不得少于6颗)18试机出厂前必须对减速机转速进行测试。减速机的型号,温度,电流,润滑油脂材质,螺丝松紧度检验进行记录。驱动架两条链轮张紧程度一致。由检验员负责19※油漆喷漆前对重新焊接的焊缝做好清洗,刷红丹防腐,对镀锌部件去除氧化层(抛光,水洗),对有缺陷处须劈原子灰,镀锌件表面先喷一层环氧漆后再喷面漆。面漆表面翠纹一致,(无漏喷和无翠纹)喷漆时禁止抽烟,5米内禁止有火源,油漆总厚度在120μm以上,仪器检测。20检验检验员在设备出厂前48小时内与该班组委派人员对产品外观,紧固件,润滑油脂,名牌,标准件,配合间隙等重新集中清点复检,对发现的问题要在出厂前12小时前解决,对减速机,材质与合同参照做详细记录。贴出该合同用户字样及零部件标签。检验员详细落实。21设备出厂设备出厂前制作者必须按检验员要求对所须要包装的部件进行包装,制造班组排人装车发货。客户是企业的上帝,质量是企业的生命,承包制造者对所承包的产品必须有深刻的认识,对所做出的产品质量担负全部责任。本表随排产表一同发给制造者,并由主承包制造者亲笔签名同意,他人不得代签。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码


 zq285364982
zq285364982
本文标题:PXH行车式刮泥机
链接地址:https://www.777doc.com/doc-4644744 .html