您好,欢迎访问三七文档
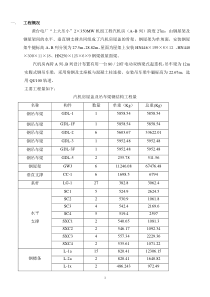
关键过程控制程序版本/状态:A/0Q/JY-TSCX-027关键过程控制程序1目的为了规范关键过程,对关键过程实施有效控制,特编制本控制程序。2适用范围本控制程序规定了对形成产品质量起决定作用的关键过程的识别、确定、质量控制要求等内容,适用于公司军工产品关键过程的控制,其它产品可参考执行。3术语、定义3.1关键特性:指如果不满足要求,将危及人身安全并导致产品不能完成主要任务的特性;3.2重要特性:指如果不满足要求,将导致产品不能完成主要任务的特性;3.3关键件:含有关键特性的单元件;3.4重要件:不含关键特性,但含有重要特性的单元件;3.5关键过程(关键工序):对形成产品质量起决定作用的过程。关键过程一般包括形成关键、重要特性的过程;加工难度大、质量不稳定、易造成重大经济损失过程等。4引用文件下列文件中的条款通过本程序的引用而成为本程序的条款。凡是注日期的引用文件,仅注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本适用于本程序。4.1《GJB190特性分类》4.2《材料代用规定》4.3《生产和服务提供控制程序》5职责5.1技术中心5.1.1负责识别和标识关键过程,组织编制关键过程工艺文件,组织对关键过程进行“三定”工作(即定工序、定人员、定设备);5.1.2负责组织对生产、检验等人员培训关键过程(工序)控制的技术文件中需要注意事项。5.2生产部5.2.1参与关键过程“三定”工作;5.2.2负责按关键过程控制的相关技术文件要求实施关键过程控制,记录关键过程的实际工艺关键过程控制程序版本/状态:A/0参数;5.3质量保证部5.3.1参与关键过程“三定”工作;5.3.2负责关键过程的监督检查,按图样及工艺文件的要求进行关键过程检验,记录关键特性的实测值。6工作流程和要求关键过程控制的详细流程图(附后)6.1关键过程的识别和确定6.1.1关键过程识别和确定的原则6.1.1.1工艺室根据设计编发的“关键件(器材)、重要件(器材)明细表”和设计图样上标注的关键特性、重要特性,识别确定关键过程(关键工序);6.1.1.2工艺室根据公司技术能力、设备能力、人员能力等情况对加工难度大、质量不稳定、易造成重大经济损失的加工过程,可确定为关键过程(工序);6.1.2关键过程识别和确定后形成的文件6.1.2.1编制关键过程明细表工艺室在编制关键件、重要件工艺规程后,按产品编制“关键过程明细表”,经部门领导审批和质量会签,复制分发生产部计调室、质量经理。当发生更改时,应及时更新“关键过程明细表”。6.1.2.2编制关键过程(关键工序)工艺规程工艺室对识别确定的关键过程(关键工序),编制关键过程(关键工序)工艺规程,明确要控制的关键特性、重要特性,要控制的工艺方法和技术要求等。6.1.2.3编制关键过程三定表工艺室组织对关键过程进行“三定”填写《关键过程三定表》。6.2关键过程的标识6.2.1工艺室在编制关键过程(关键工序)工艺规程时,对于关键件、重要件应在封面加盖“关键件”或“重要件”红色印章;在关键工序的工序号处,加盖“关键工序”红色印章,若关键关键过程的识别和确定关键过程控制有效性的评价关键过程控制关键过程标识关键过程控制程序版本/状态:A/0工序更改,对工艺规程的标识采取划改方法进行更改;6.2.2关键过程的标识应该在工艺规程审批前完成,关键过程工艺规程校对、审核人员应认真核对,防止漏标识;6.2.3工艺室在编制原材料提料单时应在技术要求栏注明“关键件材料”、“重要件材料”字样;编制标准件提料单时在技术要求栏注明“关键器材”、“重要器材”字样,并将信息传递给采购部和质量保证部;6.2.4采购部接收到工艺室发出的提料单信息后,在采购计划中注明“关键件材料”或“重要件材料”或“关键器材”或“重要器材”字样;6.2.5关键工序中应识别出关键特性、重要特性,在关键过程(关键工序)工艺规程明确关键特性、重要特性,并注明“关键特性”或“重要特性”字样。6.2.6检验人员填写关键特性、重要特性实测记录,并在关键特性前注明○G标识,在重要特性前注明○Z标识。6.3关键过程的控制要求6.3.1关键过程控制过程中,相关的控制要求首先必须满足《生产和服务提供控制程序》中的各项规定;6.3.2关键过程应实行“三定”:定工序、定人员、定设备。关键过程(工序)的操作人员、检验人员应保持相对稳定;注:技术中心在进行“三定”时,根据需要可通过制作试验件来验证相关参数,生产部、质量保证部予以配合。6.3.3每个《关键过程明细表》应有专门的编号,编号不允许重复,编号方式为:项目-名称-日期+流水号,顾客或图纸有特殊规定的编号,按顾客或图纸要求编号;6.3.4关键、重要件使用的原材料应符合标准和技术条件,被确定为关键件、重要件的原材料,确需牌号代料时,按《材料代用规定》办理审批手续,并经顾客同意后方可投入使用;6.3.5关键过程的操作人员,检验人员应依据图样、技术要求、工艺文件,对含有关键、重要特性的关键过程的首件产品进行三检(自检、互检、专检),当测量器具能给出具体测量值时,应在“关键工序三检记录表”上记录实测数据,确认合格后方可继续加工;6.3.6总检时,检验人员应对关键特性和重要特性实施百分之百检验,检验员应将检查结果记关键过程控制程序版本/状态:A/0录在“产品检验记录表”中,按6.2.6要求标识关键、重要特性;6.3.7不能实施百分之百检验的,应规定检验或验证方法并征得顾客同意;6.3.8对于由工艺装备、程序和工艺方法等保证的关键、重要特性,现场无法测量的,应送测量机检测;6.3.9关键过程控制形成的记录,应与产品一一对应,满足可追溯性要求;6.3.10当关键过程所定人员变动时,由生产部车间主任以书面形式通知工艺主管人员或工艺室主任,由工艺主管根据变更情况及时对“关键工序三定表”进行更新,组织相关部门重新进行鉴定。6.4关键过程控制实施方法6.4.1技术中心领导/专家/技术经理组织工艺、检验、生产对关键过程进行“三定”,由技术经理汇总填写“关键过程三定表”一式三份,经单位技术中心领导/专家批准后,分发计调室、检验室、存档一份;6.4.2工艺室负责按本程序6.2条要求进行标识后,将工艺规程和关键工序控制卡等工艺文件发给计调室,由计调室安排给生产车间;6.4.3生产车间在分派任务时,按照工艺规程中关键过工序的规定安排设备和操作者,并将“关键工序三检记录表”交给操作者;6.4.4操作人员和检验人员应切实执行关键过程(工序)控制文件。在认真消化理解关键过程(工序)控制要求后,再进行加工和检验,并如实填写记录;6.4.5生产部负责做好关键过程的批次管理,做好在加工周转中的防护,防止碰伤、压伤、划伤和锈蚀。6.5关键过程控制有效性评价关键过程控制完成后,如果关键过程产品质量合格,则认为关键过程控制有效,能力满足要求;若关键过程产品质量不合格,由技术中心组织生产部、质量保证部对关键过程的控制进行分析,并制定措施,责任部门落实措施进行关键过程改进。6.6关键过程记录要求6.6.1关键过程控制形成的记录应书写工整、字迹清晰、填写准确;6.6.2关键过程控制中形成的记录,应满足产品的可追溯要求,由质量保证部按规定保留。7形成的记录关键过程控制程序版本/状态:A/07.1关键过程明细表7.2关键工序三定表7.3关键工序三检记录表关键过程控制程序版本/状态:A/0附1:关键过程控制流程图关键过程控制流程图策划阶段实施阶段技术中心各职能部门质量保证部标识关键过程并组织关键过程三定保留记录识别和确定开始编制关键过程工艺规程关键过程明细表关键过程三定表过程监视和测量结束YES不合格品处理程序实施关键过程并对形成的记录进行标识NO关键过程控制程序版本/状态:A/0附2:关键过程控制乌龟图产品技术文件作业指导书FMEA控制计划流程图《关键过程控制程序》《生产和服务提供控制程序》关键过程得到识别和控制,产品质量符合要求无过程所有者技术中心主任设计开发过程产品交付过程关键过程1.关键过程识别和标识;2.关键过程制造;3.关键过程检验;4.关键过程记录保留。资源人员资质、原材料、生产设备、工装,检验和试验设备人员技术人员、生产人员、检验人员风险和机遇风险:1、关键过程产品质量出现偏离;2、关键过程识别不准确,不全面;对策:1、技术中心组织有关人员及时进行分析,采取纠正、预防措施。2、做好工艺评审;
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码





 710496933
710496933
本文标题:关键过程控制程序
链接地址:https://www.777doc.com/doc-4736606 .html