您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 信息化管理 > 产品方案与生产方案制定(PPT57页)
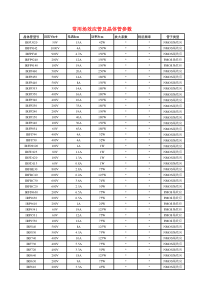
产品方案与生产方案制定1产品方案的编制2生产方案的制定与选择2.1产品方案的编制(1)什么是产品方案产品方案是指所设计的工厂或车间拟生产的产品名称、品种、规格、状态及年计划产量。产品方案一般是在设计任务书中加以规定的,或者由设计者深入实际调查统计提出方案,然后经主管部门批准确定,产品方案是进行车间设计的主要依据,根据产品方案可以选择设备和确定生产工艺。(2)编制产品方案的原则1)国民经济发展对产品的要求根据国民经济各部门对产品数量、质量和品种等方面的需要情况,既考虑当前的急需,又要考虑将来发展的需要。为此,设计者必须进行产品的社会调查。2)产品的平衡考虑全国各地生产的布局和配套加以平衡。3)建厂地区的条件、生产资源、自然条件、投资等的可能性。在进行产品方案编制时,要以上三点为依据,全面考虑,三者不可偏废。对于各类产品的分类、编组、牌号、化学成分、品种、规格尺寸及公差、交货状态、生产技术条件、机械性能要求、验收规程,试验及包装方法等,均按标准规定。若没有标准,可由生产单位与用户共同订立协议。(3)计算产品的选择车间拟生产的产品品种、规格及状态组合起来可能有数十种、数百种以上。但是,在设计中不可能对每种合金的每一个品种、规格及状态都进行详细的工艺计算。为了减少设计工作量,加快进度,同时又不影响整个设计质量,可以将各类产品进行分类编组,从中选择典型产品作为计算产品。如何选择计算产品:1)有代表性将所有的各类产品进行分类编组,从每组中找出一至几种产量较大,产品品种,规格状态、工艺特点等有代表性。因此,可以从拟生产的所有合金品种中选出十几种或几十种有代表性的产品。这些计算产品从全车间总体来说,在合金、品种,规格、状态、产量和工艺特点等方面有代表性。2)通过所有的工序指所选的所有计算产品要通过各工序,但不是说每一种计算产品都通过各工序,而是对所有计算产品综合来看的。若从拟生产的所有产品中应有某工序,而计算产品不通过工序,在此情况下,就要重新选计算产品。还应指出所选典型产品的产量之和为总产量。3)所选的计算产品要与实际相接近4)计算产品要留一定的调整余量根据计算产品进行工艺计算、选择设备、确定工艺、确定车间人力与物力的消耗硬技术经济指标等所获得的结果,应该与按所有品种进行设计和投产后的实际相一致或相接近。因此,编制产品方案、确定计算产品及其产量分配乃是工艺设计中的主导。产品方案与计算产品确定之后,应按产品名称、合金牌号、状态、规格范围、产量等列成表,如表3-l(P16页)。有时只列产品方案,而计算产品则另列,如表3-2(P16页)为某冷连轧钢板厂产品方案。产品方案是车间今后组织生产的依据,因为产品方案不但规定了车间的类型,同时也规定了车间生产品种的方向。一旦考虑决定,不宜轻易变更,否则就无法组织生产。宝钢2005年投产的5000mm宽厚板的产品大纲(4)产品标准与技术要求国家有关部门根据产品使用上的技术要求和生产部门可能达到的技术水平,而制定了产品标准。按照制定的权限与使用范围的不同,产品标准可以分为国家标准(GB)、冶金工业部标准(YB)、企业标准(QB)和国际标准等。产品标准一般包括以下内容:1)规格标准规定产品的牌号、形状、尺寸及表面质量,并且附有供使用参考的有关参数等。2)性能标准规定产品的化学成分、物理机械性能、热处理性能、晶粒度、抗腐蚀性、工艺性能及其他特殊性能要求等。3)试验标准规定做试验时的取样部位,试样形状和尺寸、试验条件以及试验方法等。4)交货标准规定产品交货、验收时的包装、标志方法及部位等。产品标准的高低,反映了企业生产的技术水平的高低以及科学管理的状况。实例:热轧带肋钢筋标准一、名称:钢筋混凝土用钢热轧带肋钢筋二、标准号:GB1499-1998(新标准GB1499.2-2007,2008年3月1日执行。)三、化学成分:化学成分(质量分数)100%,不大于CSiMnPSCeqHRB3350.250.801.600.0450.0450.52HRB4000.250.801.600.0450.0450.54HRB5000.250.801.600.0450.0450.55碳当量(百分含量)的计算(GB1499.2—2007):1556NiCuMoVCrMnCeqC碳当量的经验计算式(《金属学与热处理》):2132415456PCuSiNiMoCrMnCeqC用碳当量来判断钢的焊接性能。实验证明,碳当量大于0.4%~0.5%时,钢就不具有良好的焊接性。(目前,我国钢筋主要采用焊接和机械连接技术两种连接方式。)四、力学性能1)钢筋的力学性能应符合下表规:牌号公称直径mmσs(或σp0.2)MpaσbMPaδ5%不小于HRB3356-2528-5033549016HRB4006-2528-5040047014HRB5006-2528-50500630122)钢筋在最大力下的总伸长率δgt不小于2.5%。供方如能保证,可不作检验。3)根据需方要求,可供应满足下列条件的钢筋:a)钢筋实测抗拉强度与实测屈服点之比不小于1.25;b)钢筋实测屈服点与上表规定的最小屈服点之比不大于1.30。五、工艺性能1)弯曲性能按下表规定的弯心直径弯曲180度后,钢筋受弯曲部位表面不得产生裂纹。公称直径amm弯曲试验弯曲直径HRB3356-2528-503a4aHRB4006-2528-504a5aHRB5006-2528-506a7a2)反向弯曲性能根据需方要求,钢筋可进行反向弯曲性能试验。反向弯曲试验的弯心直径比弯曲试验相应增加一个钢筋直径。先正向弯曲45度,后反向弯曲23度。经反向弯曲试验后,钢筋受弯曲部位表面不得产生裂纹。六、表面质量钢筋表面允许不得有裂纹、结疤和折叠。钢筋表面允许有凸块,但不得超过横肋的高度,钢筋表面上其他缺陷的深度和高度不得大于所在部位尺寸的允许偏差。七、尺寸、外形、重量和允许偏差1)公称直径范围及推荐直径钢筋的公称直径范围为6~25mm,标准推荐的钢筋公称直径为6、8、10、12、16、20、25、32、40、50mm。2)带肋钢盘的表面形状及尺寸允许偏差带肋钢筋横肋应符合下列基本规定:横肋与钢盘轴线的夹角β不应小于45度,当该夹角不大于70度时,钢筋相对两面上横肋的方向应相反;横肋与间距不得大于钢筋公称直径的0.7倍;横肋侧面与钢筋表面的夹角α不得小于45度;钢筋相对两面上横肋末端之间的间隙(包括纵肋宽度)总和不应大于钢筋公称周长的20%;当钢筋公称直径不大于12mm时,相对肋面积不应小于0.055;公称直径为14mm和16mm,相对肋面积不应小于0.060;公称直径大于16mm时,相对肋面积不应小于0.065。3)长度及允许偏差a、长度:钢筋通常按定尺长度交货,具体交货长度应在合同中注明;钢筋以盘卷交货时,每盘应是一条钢筋,允许每批有5%的盘数(不足两盘时可有两盘)由两条钢筋组成。其盘重及盘径由供需双方协商规定。b、长度允许偏差:钢筋按定尺交货时的长度允许偏差不得大于+50mm。c、弯曲度和端部:直条钢筋的弯曲度应不影响正常使用,总弯曲度不大于钢筋总长度的40%;钢筋端部应剪切正直,局部变形应不影响使用。宝钢2005年投产的5000mm宽厚板的产品标准2.2生产方案的制定与选择所谓生产方案是指为完成设计任务书中所规定的产品的生产任务而采取的生产方法。根据设计规模、产品质量及技术经济指标的要求,考虑当时当地的具体条件,找出合理的生产方案。§2.2.1生产方案选择的依据生产方案的选择与设备的选择密切相关,二者应同时加以考虑,确定生产方案时主要考虑以下几点:1)金属与合金的品种、规格、状态及质量要求品种和规格不同,所采用的生产方案就不同,那么设计的车间就有很大差别,例如板带材生产车间和管棒型材生产车间就有根本的差别。若产品质量要求不同就是同一种合金品种与规格也可以采用不同的生产方案。2)年产量的大小产量不仅决定工艺过程的特点,同时也对设备选择、铸坯尺寸和产品规格有着直接的影响。例如,对于板材生产来说,产量不大时,可采用单机架生产;而产量大时,可采用连轧生产。3)投资、建设速度、机械化与自动化程度、劳动条件、工人与管理人员的数量以及将来的发展。主要考虑经济效果,采用那种方案合理,适合建厂原则,在设计时可比照一个厂,特别是比较成熟的工艺。§2.2.2钢材生产方案§2.2.2.1板带钢生产板带钢按规格一般可分三大类:40mm以上者为中厚板(其中4~20mm者为中板、20~60mm者为厚板、60mm以上者为特厚板);0.2~4.0mm者为薄板;0.2mm以下者为极薄带材或箔材。目前板带钢常用的规格范围可参看表3-3(P18页)。(1)中厚板生产1)单机架轧2)双机架轧制3)半连轧与全连轧(2)热轧薄板带钢生产1)热连轧法根据热带连轧机的布置型式可分为全连续式,半连续式和3/4连续式三大类。2)叠轧薄板生产3)炉卷轧制法(3)冷轧板带钢生产具有代表性的冷轧板带钢产品:金属镀层薄板、深冲钢板、电工用硅钢板与不锈钢板等。1)单机冷轧2)连轧§2.2.2.2型钢生产热轧型钢具有生产规模大、效率高、能量消耗少和成本低等优点,型钢的生产有以下几种方式。(1)轧制法1)普通轧制法2)多辊轧制法3)热弯轧法4)热轧一纵剖法5)热轧一冷拔(轧)法(2)挤压法采用挤压法可生产轧制法不能生产的异型钢材,但挤压法的生产率比轧制法低,适合小批量、多品种的型材生产。(3)冷弯法利用带坯冷弯成各种复杂断面型材,生产的效率高,性能及表面质量好,特别适合生产薄壁型材。§2.2.2.3钢管生产钢管主要生产方法有热轧、热挤压、焊接和冷加工四大类。(1)热轧热轧无缝管生产过程是将实心管坯(或钢锭)穿孔并轧成具有要求的形状、尺寸和性能的钢管,热轧无缝管的生产方法是以机组中轧管机类型来分类的,目前常用的热轧无缝管生产方法见表3-4(P20页)。(2)挤压法采用圆锭坯,在压力穿孔机上穿孔或钻孔后压力穿孔机扩孔,然后进行热挤压。可以得到比轧制法制管更薄,质量更好的管材,也可以生产异型管材。(3)焊管焊管的生产过程是将管坯(即板带材)用各种成型方法弯卷成要求的横断面形状,然后用不同的焊接方法将焊缝焊合而获得钢管的过程。成型与焊接是它的基本工序,焊管生产方法是按这两个工序的特点来分类的,见表3-5(P20页)。(4)冷加工钢管冷加工方法有冷轧、冷拔和冷旋压三种,冷加工是钢管的二次加工,产品机械性能好,表面质量高。§2.2.2.4线材生产线材是热轧材中断面最小的一种,按钢种可分为软线、硬线和合金线材;按用途可分为热轧状态直接使用和需经二次冷加工的两种;按线的断面形状分为:圆线、方线、六角线、扇形线及异型线。线材的生产方式有:横列式、半连续式以及连续式轧制法,目前中小厂仍采用横列式及半连续式轧制法生产线材,现代化的大企业采用连续式轧制法生产线材。§2.2.3有色金属产品的生产方案§2.2.3.1板带箔材的生产(1)产品的品种及规格板、带、箔材产品一般是以厚度来划分的,其划分范围见表3-6(P22页)。(2)生产方案1)块式轧制法2)带式轧制法3)热挤压法某些重有色金属采用圆铸锭,通过挤压机生产带材,产品的质量好。适合于产量不大、品种少的带材生产。4)连铸连轧法板带连铸连轧设备由铸轧机和冷轧机组成。目前我国生产厚度为6~7mm的铸轧铝板,直接供给冷轧机和铝箔轧机,实现连铸连轧生产线。此法废料损失少,成品率高;生产工序少,周期短,生产效率高。连铸连轧法生产的带材可以作箔材坯料、建筑材料及日用器皿等。§2.2.3.2管棒型材生产(1)产品的品种及规格1)铝及铝合金目前,国内外生产的铝合金型棒材品种规格有几万种,型材壁厚最薄已达0.6mm。挤压法生产的铝合金管材,最大直径可达到500mm以上。而用旋压法则可轧出直径为1000mm以上的薄壁管,管材的最小壁厚可达0.1~0.2mm。采用自动化生产线或盘管拉拔,可生产长达1000m以上铝合金管材。常用铝及铝合金管材规格范围见表3-7。2)铜及铜合金铜及铜合金管
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码



 40307975
40307975
本文标题:产品方案与生产方案制定(PPT57页)
链接地址:https://www.777doc.com/doc-478359 .html