您好,欢迎访问三七文档
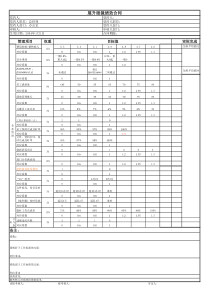
白:白:夜:夜:产品名称批次号机号检验依据9:0013:0017:0021:001:005:0012345612345678910111213141516外观注意事项填写说明4、检查结果:合格项目打“√”,不合格项目打“×”;本表单保留一年。2、根据质量统计的不良项目进行持续跟进。尺寸1小时检验10/次,4小时记录一次。版本:B/0□沙孔□开裂□变形□起皱、叠料□孔毛刺□边毛刺□划伤□压痕□拉痕□缺料□尺寸表单编号:Q/DYP13-3□首检□末检□巡检□开机首检□换刀首件□交接班首件□生产参数变更□材料变更□其他:□工程图纸□标准样件□制程检验标准□产品标准□其它1、首检/末检/巡检,所有项目均需连续检查最少3件(成品凡属于计数值抽样,其接收标准为(0,1)/GB2828-2003抽样方案。序号检验项目测量工具判定□A:合格继续生产□B:不合格、重新调机□C:不能生产停机□D:条件认可3、适用范围:产品新开机、开线、修模、变更工艺/参数、变更材料等均需要进行首件检查。A(卡尺),B(千分尺),C(塞规),D(高度尺),E(投影仪),F(螺纹规)1、产品新开机生产时,由最终工序准备好3个样件置于待检区,并通知IPQC检验员,检查判定合格后生产。2、检验员判定合格后从样品中随机挑选1个样件,进行首件标识。并连同巡检记录表一起置于产线最终检查工位。调机员检验员机号:江苏东源电子科技有限公司机加工检验记录表最终判定结果检查记录
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码


 ligang1986
ligang1986
本文标题:机加工检验记录表
链接地址:https://www.777doc.com/doc-4804514 .html