您好,欢迎访问三七文档
当前位置:首页 > 办公文档 > 其它办公文档 > 生产线自动装箱的PLC控制设计
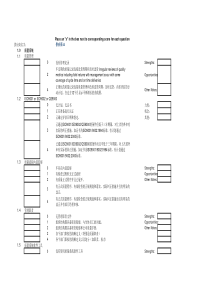
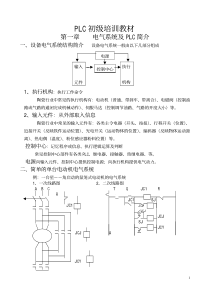
课程设计报告生产线自动装箱的PLC控制设计班级:P11电气3班姓名:学号:2013年11月30日摘要在现代化的工业生产中常常需要对产品进行计数和包装,如果这些繁杂的工作由人工完成的话不但效率低,而且劳动强度大,不适合现代化的生产需要。本文主要对基于生产线自动装箱的PLC控制系统进行了详细的分析。该系统有两个传送带,即包装箱传送带和产品传送带。包装箱传送带用来传送产品包装箱,其功能是把已经装满的包装箱运走,并用一只空箱来代替。为使空箱恰好对准产品传送带的末端,使产品刚好落入包装箱中,在包装箱传送带的中间装一光电传感器,用以检测包装箱是否到位。产品传送带将产品从生产车间传送到包装箱,当某一产品被送到传送带的末端,会自动落入包装箱内,并由另一传感器转换成计数脉冲。本控制系统具有精度高、成本低、抗干扰能力强、故障率低、操作维护简单等特点,具有良好的应用价值。关键词可编程控制器自动装箱控制系统传送带控制AbstractInthemodernindustrialproduction,oftenneedtocountandpackaging,ifthesecomplexworkcompletedbytheartificialwordsnotonlylowefficiency,andhighlaborintensity,productioncannotmeettheneedsofmodernization.ThisarticlemainlyhascarriedonthedetailedanalysisofthecontrolsystemofthepackingautomaticproductionlinebasedonPLC.Thesystemhastwoconveyorbelt,packingbeltandconveyorbelt.Thepackageboxconveyerbeltisusedtodelivertheproductpackagingbox,itsfunctionistosendboxhasbeenfilled,andreplacedbyacontainer.Justtomakeemptyattheendofconveyorbeltproducts,maketheproductjustfellintothepackingbox,aphotoelectricsensorinthemiddlepackageboxconveyerbelt,inordertocheckifpackageboxinplace.Productconveyorbeltproductsfromproductiontopackagingbox,whentheendofaproductissenttotheconveyorbelt,willautomaticallyfallintothepackingbox,andbyanothersensorisconvertedintoapulsecount.Thecontrolsystemhashighaccuracy,lowcost,stronganti-interferenceability,lowfailurerate,simpleoperationandmaintenance,andhasgoodapplicationvalue.Keywordsprogrammablecontrollerautomaticpackingcontrolsystemofbeltconveyorcontrol目录一、设计任务概述…………………………………………………………1二、设计任务要求…………………………………………………………1三、过程分析…………………………………………………………………2四、控制系统硬件设计………………………………………………………3五、控制系统程序设计……………………………………………………4六、系统程序调试及结果………………………………………………………9设计总结………………………………………………………………………10参考文献…………………………………………………………………11生产线自动装箱的PLC控制一、概述对生产线上某种产品自动按指定数量(如12个)装箱,产品装箱前及装箱后都由传送带传送。生产线自动装箱控制装置示意图如图所示。生产产品由传送带A传送,装入由B传送的空箱中。每12个产品装入一箱,当传送带A传送了12个产品装入一箱后,传送带B将该箱产品移走,并传送下一个空箱到指定位置等待传送带A传送来的产品。二、设计任务和要求用PLC控制整个控制装置要达到以下要求:1.按下控制装置启动按钮后,传送带B先启动运行,拖动空箱前移至指定位置,达到指定位置后,由SQ2发出信号,使传送带B制动停止。2.传送带B停车后,传送带A启动运行,产品逐一落人箱内,由传感器检测产品数量,当累计产品数量达12个时,传送带A制动停车,传送带B启动运行。生产线自动装箱控制装置示意图3.上述过程周而复始地进行,直到按下停止按钮,传送带A和传送带B同时停止。其工作流程图如图所示。4.应有必要的信号指示,如电源有电、传送带A工作和传送带B工作等。5.传送带A和传送带B应有独立点动控制,以便于调试和维修。三、过程分析(1)工作过程分析电源一旦接通,便发出一个脉冲使S0.0置1,只有当按下启动按钮I0.0时,S0.0这一状态被置成0,此时传送带B开始启动运行,一直到被开关SQ2检测到才将传送带B停止,等传送带B停止后,传送带A才开始启动,同时传送出物品,产品经过开关SQ1检测,每传送出一个部件,计数器便加1,直到传送出12个产品,计数器便开始动作,计数器常开触点闭合,这时如果没有按下停止按钮,则开始循环工作,传送带A停止,传送带B开始又一轮的启动同时计数器清零使下面的循环能够准确的进行下去。当一旦按下停止按钮I0.1,此时等计数器完成计数任务,传送带A和传送带B同时停止。此程序还可以对传送带A和B分别进行点动,下面对这一种情况进行详细说明。当按下停止按钮后,按下按钮I0.2传送带A运行,松开按钮后运行停止,完成对传送带A的点动检测,对于传送带B的点动测试与传送带A的相似,便不再展开说明。当点动完成后,只有再次按下停止按钮,程序才可以再次重新开始,如果在点动进行后没有按下停止按钮,则当想要程序开始运行时按下启动按钮也不会启动,这样程序很容易实现对设备的运行前检测和故障维修。四、控制系统硬件设计根据自动装箱系统的控制要求,系统应有手动控制和自动控制功能。系统的具体设计过程如下:(1)I/O点数的估算a、系统输入信号:自动控制按钮,需要1个输入端;停止按钮,需要1个输入端;手动控制时,传送带A和传送带B独立点动控制按钮需要2个输入端;产品数量检测信号SQ1和空箱位置检测信号SQ2,需要2个输入端;以上共需6个输入信号点。B、系统输出信号:传送带A和传送带B,需用2个控制输出端;系统上电指示、装箱指示需要2个输出端。以上共需4个输出信号点。(2)实际接线图五、控制系统程序设计1程序梯形图如下:2、程序指令如下:1LDSM0.12SS0.0,13RM0.0,84RS0.1,75LSCRS0.06LDI0.07SCRTS0.18SCRE9LSCRS0.110LDSM0.011=M0.012LDI0.413EU14SCRTS0.215SCRE16LSCRS0.217LDSM0.018=M0.119LDC2020LPS21ANI0.122SCRTS0.123LPP24AI0.125SCRTS0.026SCRE27AI0.528CUC2029AS0.130L1231RC20六、系统程序调试及结果在计算机上进行编程,打开自动装箱控制程序。断电情况下连接好PLC电缆,按照I/O分配表,用实验连线导线将PLC主机模块输入、输出接口与实验板接口一一对应连接,并将PLC主机模块的电源端与实验模块的电源端相连接。下载程序文件到PLC,监控后运行,使PLC进入运行方式。1、按下自动控制按钮I0.0后,系统指示灯Q0.0亮;同时传送带B启动运行(Q0.2指示灯亮)。2、当SQ2空箱到位检测信号到(I0.4按钮输入),传送带B停止运行(Q0.2指示灯灭)。同时传送带A启动运行(Q0.1指示灯亮)。3、当SQ1送入12个计数脉冲时(I0.5按钮12次输入)及累计产品数量达12个时,传送带A停止(Q0.1指示灯灭),同时传送带B启动运行(Q0.2指示灯亮)。4、当SQ2到位信号到(I0.4按钮输入),系统循环工作。5、可以实现传送带A、B点动。设计总结本次设计,成功采用PLC控制多个传送带的工作,完成了本次设计任务的基本要求,经过多次的调试,该系统可以很好地适用于连续工作。本次设计的生产线自动装箱PLC控制系统,其硬件结构简单,成本低廉,响应速度快,性能、价格比很高,和单片机系统相比具有极高的可靠性,具有良好的市场应用价值。本系统解决了传统以继电器控制硬件电路的方法,采用人机界面取代继电器,通过软件的方式控制硬件电路。由于PLC具有可靠性高、稳定性好、抗干扰能力强,以及编程简单,维护方便,通讯灵活等优点。但是该设计尚有不足,还有很多的扩展功能没有实现,例如对产品计数错误的检测功能等等。通过这次设计,使我对自动控制设计有了更深刻的认识,对FX2N的应用也达到了一定要求,充分感觉到了PLC控制系统对社会生产实践的有力应用。也使自己的动手能力和方案设计的思路有了更进一步的提高,同时也更加熟悉了本专业的设计软件。对PLC的功能也有了进一步的认识,了解了不同型号的PLC以及相关的编程软件。在完成这个题目的过程中,我遇到了一些困难,也走了很多弯路。但通过不断的努力和同学们的大力支持,以及指导老师的悉心教导,我克服了困难完成了本次设计,同时我也获得了很多宝贵的经验,学到了很多新的知识。参考文献[1]《现代电气控制及PLC应用技术(第二版)》,北京航空航天大学,王永华编著[2]邓则名,程良伦,谢汉光.电器与可编程计算机控制器技术.广东工业大学:机械工业出版社,2008,第三版[3]齐蓉,肖维荣.可编程计算机控制器技术.北京:电子工业出版社,2005[4]江秀汉,汤楠.可编程序控制器原理及应用.西安:西安电子科技大学出版社,1994[5]吴明亮,蔡夕忠.可编程控制器实训教程.北京:化学工业出版社,[6]周四六.可编程控制器应用基础.北京:人民邮电出版社,2006[7]田淑珍.可编程控制器原理及应用.北京:机械工业出版社,2005[8]魏志精.可编程控制器应用技术.北京:电子工业出版社,1995[9]廖常初.PLC编程及应用.北京:机械工业出版社,2002[10]陈忠华.可编程控制器与工业自动化.北京:机械工业出版社,2005
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码



 chenjin4721
chenjin4721
本文标题:生产线自动装箱的PLC控制设计
链接地址:https://www.777doc.com/doc-4916552 .html