您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 管理学资料 > 螺柱焊的过程及工艺参数
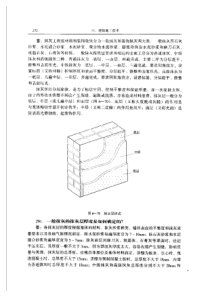
拉弧式螺柱焊理论基础与应用315874668464903第2章螺柱焊的过程及工艺参数2.1螺柱焊的过程螺柱焊的基本过程是引弧→焊接电弧→顶锻→冷却凝固;在这一过程中,焊接电流、焊接时间以及焊接过程中电弧的形态,对焊接结果有很大影响。螺柱焊的引弧受程序控制,先是螺钉接触到工件,当按住启动按钮后,焊机首先提供一个微小电流,之后螺钉被提升,在螺钉尖端的铝极与工件之间建立电弧。(说明:铝极是襄嵌在螺柱尖端的一部份铝材料,其作用是便于引弧及还原被氧化的铁。)当建立了电弧之后,焊机自动进入大电流焊接:螺柱端部开始熔化,工件上形成溶池。此时的燃弧过程称焊接电弧阶段。当到达设定的焊接时间之后,电弧熄灭,螺柱在外力(一般为弹簧力)的作用下,浸入溶池。进入顶锻阶段。然后,溶池自然冷却凝固,完成焊接过程。2.2螺柱焊的工艺参数螺柱焊的工艺参数主要包括极性选取、电流和焊接时间的选择、提升高度、浸入尺寸及速度的调节。首先说明的是,螺柱直径增加时,焊接所需要的能量也增加。1.极性极性是指工件到焊接电源的连接方式,以工件为准:工件接正极即为正极性,工件接负即为负极性。一般的钢质螺钉采用正极性接法。而对于铝及其合金,黄铜材料的螺钉,常采用负极性连接方式。2.焊接电流与焊接时间一般情况下,焊接电流正比与螺柱的公称直径。当直径小于16mm时,焊接电流一般是公称直径的80倍,即10mm的螺钉,使用的焊接电流为800A。当直径超过16mm时,焊接电流一般取值为公称直径的90倍。当螺钉材料为合金钢时,电流取值减少10%。焊接时间的取值也与直径成比例关系:对于公称直径小于12mm的螺柱,一般取0.02d(d为螺柱的公称直径),对于公称直径大于12mm的螺柱,一般取0.04d。如果焊接位置不是平焊,而是横焊或仰焊,一般采用增大电流和减少焊接时间进行焊接。当工件为薄板时,为了不致工件烧穿,也采用增大电流和减少焊接时间的方法。3.提升高度对于不同直径形状的螺柱,要求的提升高度是不一样的,提升高度是否合适,要看是否在焊接过程中出现磁偏吹或短路。当提升高度过大时,电弧燃烧不稳定,容易产生电弧漂移和电弧偏吹。提升高度过小时,电弧容易产生短路而断弧。提升高度对于同一端部形状的螺柱来说,正比于其公称直径,一般在拉弧式螺柱焊理论基础与应用4158746684649041.5~4mm变化.4.浸入尺寸和浸入速度一般要求螺柱浸入工件尺寸为3-8mm,且正比于螺柱直径。浸入尺寸取决于螺柱下降时的速度和压力。螺柱下降速度越快,压力越大,则浸入的尺寸越大,此时飞溅越大;反之,则浸入尺寸较小,飞溅较小。但如果螺柱下降速度太小,则螺柱有可能不能浸入溶池,出现焊接不牢的现象。调节浸入速度的方法是调节焊枪阻尼。(调整方法参阅后面有关章节)表2.1不通螺柱直径的提升高度和浸入尺寸螺柱直径/mm提升高度/mm浸入尺寸/mm浸入速度/mm·s-16810131.01.01.51.53.03.54.04.0约2001619222.02.53.05.05.56.5约1002.3螺柱焊时的磁偏吹螺柱焊的电弧对焊接结果具有重要意义,原因是螺柱焊时瞬间电流很大,产生了很强的磁场。另外,过热的空气和陶瓷环产生的气流也对电弧产生影响。这两个因素都会导致电弧沿螺柱轴线发生偏移,从而造成电弧偏吹,其结果是栓钉单边熔化,顶锻后由于热胀冷缩不对称发生偏斜。通常情况下,由于磁场分布不均而引起的“磁偏吹”影响较大,磁偏吹发生时,严重影响焊接质量和合格率,有的几乎不能正常进行焊接。彻底消除螺柱焊时的“磁偏吹”现象几乎是不可能的,人们只能从以下几种方法中选择一两种方法来降低其影响。1、在电弧偏吹背向端接入地线接地端在生产过程中总是预先接好,在焊接过程中,由于工件慢慢被磁化,将发生电弧向接入端的另一面偏移。此时应尽早接入另一根规格相同的地线,长度相同,以防止工件被磁化而发生磁偏吹。如下图2-2所示:拉弧式螺柱焊理论基础与应用515874668464905图2-2在工件两端接入地线减小磁偏吹2、结构的影响当电弧两面为非对称结构时,磁偏吹会偏向质量(重量)较大的一面。这是因为质量较大的一面将会被更大强度地磁化,从而对电弧产生引力,当发生这一现象时,应从结构上进行修正,设计者应考虑螺柱焊施工的要求,在无法避免的情况下,焊接时应注意加入“引铁”。如图2-3所示图2-3在磁偏吹的背向端加入“引铁”减小磁偏吹加入“引铁”的目的是“吸引”电弧,引铁常常加工成半圆形,厚度30mm左右,重量约为1Kg(可根据实际情况稍微做调整)。3、焊接工装尽量采用非磁性材料。焊接过程中经常使用一些工具,为防磁化和影响焊接效果,尽量使用塑料制品、铝、奥氏体不锈铜和铜质材料。4、焊枪电缆也会影响电弧焊枪电缆(尾线),在阴影区的面积越小,导致磁偏吹越严重,建议焊接时尽量控制尾线,避免焊接质量下降。如图2-4所示注:同样道理,在临近焊接部位的地方,尽量不要设置任何导线。拉弧式螺柱焊理论基础与应用615874668464906图2-4焊接电缆对磁偏吹的影响5、焊接部位两面分布异种金属材料此时应注意是否有材料的磁性差别,如一边是低碳钢,而另一边分布有不锈钢,尽量避免这种情况发生,如无法避免,应尝试使用引铁进行校正。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码



 沉默的冬瓜
沉默的冬瓜
本文标题:螺柱焊的过程及工艺参数
链接地址:https://www.777doc.com/doc-4945472 .html