您好,欢迎访问三七文档
当前位置:首页 > 金融/证券 > 综合/其它 > A3-Kaizen-模板
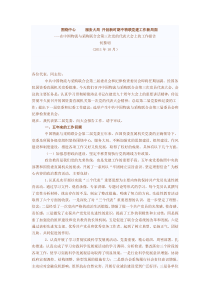
波峰焊不良降低到100DPMO(每五块大PCBPanel只有一个不良点)Analysis分析Background背景Goal目标2.以06拉为代表,对HeartII的波峰焊连续3天进行100%调查发现DPMO水平在3100-3700DPMO间波动。1.客户投诉不良中,以WK24-WK28投诉的不良为例,其中和波峰焊有关的不良占总不良的57%同时也影响生产效率。CurrentSituation现状HeartII产品以06拉为例,7月14日至16日连续三天统计数据显示波峰焊总体不良水平为3432DPMO。其中主要的不良项为:少锡、无锡点、不露脚、少件、连锡。见如下柏拉图分析(不良点个数)。针对前三项不良项进一步层别分析发现,其中少锡主要集中在R52;无锡点集中在R8;不露脚集中在D3位置上;波峰焊品质改善—HeartIIWaveSolderingQualityImprovement-HeartII1.因波峰焊造成的不良客户投诉比例高,约占总不良的60%左右。2.内部生产线测试和QA检出的不良中,波峰焊相关的不良所占比例也较高,不仅造成较大的品质风险,3.由于客户端频繁出现不良,客户要求我们对波焊不良进行深入分析并专项改善。波峰焊57%来料29%员工操作14%29%57%71%86%100%0123元件来料锡渣少锡虚焊PCB铜箔翘起0%20%40%60%80%100%120%1R52少锡印胶工序支撑力和张力不平衡,1.钢网管理基准未遵守;T3、T4焊盘T4无锡点不定时有喷头未归位直线轴承助焊剂喷雾1.设备保养未做到;234加锡后连锡加锡后没有调359136673137250030003500400014/Jul15/Jul16/JulDPMOCountPercent少锡Count23.65.33.73.34.0Cum%60.183.789.092.764696.0100.025357403543Percent60.1OtherR12R53R16R6R52120010008006004002000100806040200HeatII_06拉少锡不良柏拉图CountPercent无锡点Count20.77.96.71.14.7Cum%58.979.687.594.242595.3100.01495748834Percent58.9OtherR6D52R16T4R88007006005004003002001000100806040200HeatII_06拉无锡点元件柏拉图CountPercent不露脚Count33Percent31.425.114.612.94.23.82.51.22344.4Cum%31.456.471.083.988.191.894.495.6187100.0109963128199OtherD5D4D7D2D51M1R1D38007006005004003002001000100806040200HeatII_06拉元件不露脚柏拉图CountPercent不良CountPercent27.921.014.913.512.43.43.43.4Cum%55927.948.963.877.389.793.296.6100.0422300271249696968Other锡洞移位连锡掉件不露脚无锡点少锡2000150010005000100806040200HeatII_06拉波峰焊不良类型柏拉图项目行动方案负责人完成时间(1.1)更换已经磨损或损坏的钢网。WK34(1.2)将印胶机PCB支撑由顶针支撑改为平面支撑。WK35(1.3)建立钢网张力测试基准。30-Sep-09(2.1)T3&T4焊盘间开气孔。18-Aug-09(2.2)改小拼板20pcs/panel-15pcs/panel。22-Aug-09(3.1)重新润滑轴承。WK33(3.2)研究喷头移动速度/传输速度/喷口大小三者之间的关系。WK34(4.1)凸波和平波马达频率的范围优化。WK33(4.2)定义加锡后上述频率应调整到下限。WK32(5.1)制作通俗详尽的波峰焊日常作业手册。WK35(5.2)波峰焊操作员和执锡工位员工合并。WK35(5.3)每条拉增设波峰焊点检监督看板。WK356(6.1)更换磨损的凸波喷口。30-Sep-09121有效改善对策的在全公司水平展开;May-102印红胶的顶针改平台设计水平展开;Dec-093印红胶工艺的优化;Nov-09Date:对06拉HeartII产品的波峰焊品质进行一周的跟进,DPMO水平从3432DPMO显著下降到约800DPMO,证明以上改善对提高波峰焊品质,降低不良率有明显效果。3小拼板更改因成本过高,弃用。T3&T4焊盘间开气孔后改善效果不明显,弃用。Analysis分析(续)Follow-up继续事项跟进Check检查345Performedby:Compiledby:Reviewedby:波峰焊品质改善—HeartIIWaveSolderingQualityImprovement-HeartII12ActionPlan行动计划1R52少锡印胶工序支撑力和张力不平衡,钢网在使用中被损坏。1.钢网管理基准未遵守;2.设备设计不完善;T3、T4焊盘靠太近,阴影效应影响上锡T4无锡点不定时有PCB不上锡喷头未归位引起设备报警直线轴承助焊剂喷雾1.设备保养未做到;234加锡后连锡明显增多加锡后没有调整参数5整体设备日常点检和维护基准未切实遵守以及基准缺失;599806327752453723010020030040050060070080090028/Aug29/Aug30/Aug31/Aug1/Sep3/SepDPMO100DPMOCurrentStatusKaizenItemBackgroundGoalAnalysis11R52少锡印胶工序支撑力和张力不平衡,1.钢网管理基准未遵守;T3、T4焊盘T4无锡点不定时有喷头未归位直线轴承助焊剂喷雾1.设备保养未做到;234加锡后连锡加锡后没有调123Date:Follow-upCheckPerformedby:Compiledby:Reviewedby:ActionPlanAnalysis2
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码





 kosmos715
kosmos715
本文标题:A3-Kaizen-模板
链接地址:https://www.777doc.com/doc-4974587 .html