您好,欢迎访问三七文档
当前位置:首页 > 机械/制造/汽车 > 制造加工工艺 > CA6140普通车床横向进给系统的数控化改造设计说明书
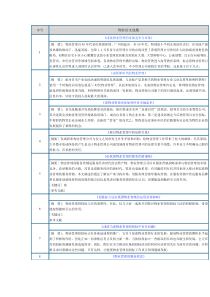
1一、设计任务书课程设计题目CA6140普通车床横向进给系统的数控化改造(经济型)学院机械工程学院专业机械制造及其自动化年级2010已知参数和设计要求:1.工作台重量:W=300N(粗估)2.滚珠丝杆导程:T=4mm(供参考)3.行程:S=190mm4.脉冲当量:=0.005mm5.快速进给速度:min/5.1mV=快6.快速进给速度:min/5.0mV=进7.时间常数:t≤100ms学生应完成的工作:1.机械结构装配图A1图纸2张,要求视图基本完整、符合标准。2.数控系统组成框图(或画在设计说明书里面)A2图纸1张。3.数控系统电气原理图A1图纸1张。4.软件框图(或画在设计说明书里面)A2图纸1张目前资料收集情况(含指定参考资料):1.机床设计图册哈工大华中纺织工业大学2.机床设计手册机械工业出版社3.机械设计手册化学工业出版社4.微机接口设计参考书课程设计的工作计划:1.方案论证1.5天2.机械部分设计6.5天3.电气部分设计3.5天4.软件设计1.5天5.编写说明书1天(约8000字)6.准备答辩及答辩1天任务下达日期2013年12月23日完成日期年月日指导教师(签名)学生(签名)2二、设计要求2.1总体方案设计要求总体方案设计应考虑机床数控系统的类型,计算机的选择,以及传动方式和执行机构的选择等。(1)普通车床数控化改造后应具有定位、纵向和横向的直线插补、圆弧插补功能,还要求能暂停,进行循环加工和螺纹加工等,因此,数控系统选连续控制系统。(2)车床数控化改装后属于经济型数控机床,在保证一定加工精度的前提下应简化结构、降低成本,因此,进给伺服系统采用步进电机开环控制系统。(3)根据普通车床最大的加工尺寸、加工精度、控制速度以及经济性要求,经济型数控机床一般采用8位微机。在8位微机中,MCS—51系列单片机具有集成度高、可靠性好、功能强、速度快、抗干扰能力强、具有很高的性价比,因此,可选MCS—51系列单片机扩展系统。(4)根据系统的功能要求,微机数控系统中除了CPU外,还包括扩展程序存储器,扩展数据存储器、I/O接口电路;包括能输入加工程序和控制命令的键盘,能显示加工数据和机床状态信息的显示器,包括光电隔离电路和步进电机驱动电路,此外,系统中还应包括螺纹加工中用的光电脉冲发生器和其他辅助电路。(5)设计自动回转刀架及其控制电路。(6)纵向和横向进给是两套独立的传动链,它们由步进电机、齿轮副、丝杠螺母副组成,其传动比应满足机床所要求的分辨率。(7)为了保证进给伺服系统的传动精度和平稳性,选用摩擦小、传动效率高的滚珠丝杠螺母副,并应有预紧机构,以提高传动刚度和消除间隙,齿轮副也应有消除齿侧间隙的机构。(8)采用贴塑导轨,以减小导轨的摩擦力。(9)原机床的主要结构布局基本不变,尽量减少改动量,以降低成本缩短改造周期。(10)机械结构改装部分应注意装配的工艺性,考虑正确的装配顺序,保正安装、调试、拆卸方便,需经常调整的部位调整应方便。Y向X向微机机光电隔离功率放大步进电机光电隔离功率放大步进电机上拖板下拖板3经济型数控车床总体方案框图数控车床改造的总体方案示意图三、机械部分的改造设计和计算3.1进给系统机械结构改造设计进给系统改造设计需要改动的主要部分有挂轮架、进给箱、溜板箱、溜板刀架等改造的方案不是唯一的。以下是其中的一种方案:挂轮架系统:全部拆除,在原挂轮主动轴处安装光电脉冲发生器。进给箱部分:全部拆除,在该处安装纵向进给步进电机与齿轮减速箱总成丝杠、光杠和操作杠拆去,齿轮箱连接滚珠丝杠,滚珠丝杠的另一端支承座安装在车床尾座端原来装轴承座的部分。溜板箱部分:全部拆除,在原来安装滚珠丝杠中间支撑架和螺母以及部分操作按钮。横溜板箱部分:将原横溜板的丝杠的、螺母拆除,改装横向进给滚珠丝杠螺母副、横向进给步进电机与齿轮减速箱总成安装在横溜板后部并与滚珠丝杠相连。刀架:拆除原刀架,改装自动回转四方刀架总成。3.2横向进给伺服系统机械部分的计算与选型进给伺服系统机械部分的计算与选型内容包括:计算切削力、滚珠丝杠螺母副的设计、计算与选型、齿轮传动计算、步进电机的计算和选型等。4已知条件:1.工作台重量:W=300N(粗估)2.滚珠丝杆导程:T=4mm(供参考)3.行程:S=190mm4.脉冲当量:=0.005mm5.快速进给速度:min/5.1mV=快6.切削进给速度:min/5.0mV=进7.时间常数:t≤100ms3.2.1、传动计算uT360其中α表示步距角(本设计取0.75),表示脉冲当量(本设计是0.005mm)所以48.0360Tu3.2.2、切削力计算主切削力NfaFpC7.110815.05.21840184075.075.0切深抗力NFFFccp4.5547.11085.05.0)6.01.0(走刀抗力NFFFccf4.5547.11085.05.0)7.015.0(式中pa表示切削深度,f表示进给量,本设计取pa=2.5mm,f=0.15mm。3.2.3、滚珠丝杠设计计算横向运动的导轨形式常为燕尾形导轨,其轴向力的实验公式为:)2(WFFKFFpcfm式中,系数K为1.4,摩擦系数取0.05所以NWFFKFFpcfm902)3004.55427.1108(05.04.5544.1)2((1)疲劳强度计算滚珠丝杠的当量动载荷mC为:mQwmFFFLC3式中,L为工作寿命,61060nTL,n为丝杠转速,T为实用时间寿命,数控机床5取)(15000hT,故)10(135102100060106066g6转快TTVnTLwf为载荷系数,取1.3;Qf为精度系数,取1因此NFFFLCmQwm9.61079021.12.113533由上述当量动载荷,且使用条件为横向进给,故选择丝杠FFB2205。(2)刚度验算滚珠丝杠的刚度按照下式校核:321丝杠的支撑方式:一端固定,一端简支。丝杠拉压弹性位移mm1004.9101.25.3-20445090235211)(AElFm丝杠副內滚珠与滚道的接触变形m77.1510902kF2m2,k2是预紧力为额定载荷的1/3时的接触刚度,查手册得k2=510.滚动轴承的接触变形3/23/12w3ZD152.0mF)(,初选推力球轴承51104,56.5wD,14Z,代入上式得,m72.43。又因为轴承存在预紧力,所以mmm36.221,89.021,26.2413322111624.1245.0'3'2'1,丝杠精度取4级。3.2.4、确定齿轮参数因为uT360,所以48.0360Tu,取241Z,502Z,齿轮模数mmm5.2因此mmmZdmmmZd100502,482422211,轴向长度mmlmml14,16213.2.5、步进电机的选择(1)负载转矩LM6mLFM180式中,为电机到丝杠的总传递效率查机械设计手册取齿轮传递效率为0.98,滚动轴承0.99,推力轴承0.99,联轴器0.99滚珠丝杠的效率计算:导程角:。550.4)205(tan)(tan11ds效率:965.0)10550.4tan(550.4tan)tan(tan'因此总效率:908.0965.099.098.04总故mNFMmL379.0908.075.090210005.01801803(2)滚珠丝杠副预紧引起的附加转矩0M00FK180M式中,0F为丝杠螺母的预紧力,K为预紧螺母内部的摩擦系数,取0.2因此mN023.075.090210005.02.0180FK180M3m0(3)加速度转矩mMJtffMm)(18001式中,1f为电机工作频率,切削进给时,Hzvf35000005.06010005.06010001进快速进给时,Hzvf5000005.06010005.16010001快Hzf2000(突跳起动频率)st1.0(加速时间)])180()[()()(23222110dmJJZZJJJ式中,0J为电机转子惯量,初取27.4cmkg7对于材料为钢的圆柱形零件,其转动惯量可按下式计算:LDJ44108.724414141745.06.18.4108.7108.7cmkgLDJ2442424248.124.110108.7108.7cmkgLDJ244343435616.0452108.7108.7cmkgLDJ因此2412232221101046.8)]75.010005.0180(8.93005616.048.12[48.0745.07.4])180()[()()(mkgdmJJZZJJJm5316.01046.81.0200-500018075.0)(1804-01)(NJtffMm)(空m1624.01046.81.0200-3500018075.0)(1804-01)(NJtffMm)(进因此选取)(空mM因此cmkgNMMMMmL336.9m933605316.0023.0379.00。(空)总又因为25.1/MM电,取cmkgM672.18电根据上述转矩,查表选电机型号为110BF003。四、单片机型数控系统硬件电路设计4.1设计内容(1)按照总统方案以及机械结构的控制要求,确定硬件电路的方案,并绘制系统电气控制的结构框图;(2)选择计算机或中央处理单元的类型;8(3)根据控制系统的具体要求设计存储器扩展电路;(4)根据控制对象以及系统工作要求设计扩展I/O接口电路,检测电路,转换电路以及驱动电路等;(5)选择控制电路中各器件及电气元件的参数和型号;(6)绘制出一张清晰完整的电气原理图,图中要标明各器件的型号,管脚号及参数;(7)说明书中对电气原理图以及各有关电路进行详细的原理说明和方案论证。4.2控制系统的功能要求(1)z向和x向进给伺服运动控制(2)自动回转刀架控制(3)螺纹加工控制(4)行程控制(5)键盘及显示(6)面板管理(7)其他功能:光电隔离、功率放大、报警、急停、复位。4.3硬件电路的组成:后面所画大图采用MCS-51系列单片机组成的控制系统硬件电路原理图。电路的组成如下:(1)CPU采用8031芯片;(2)扩展程序存储器2764两片,6264一片;(3)扩展可编程接口芯片8155两片;(4)地址锁存器,译码器个一个;(5)键盘电路,显示电路;(6)光电隔离电路,功率放大功率;(7)越程报警电路,急停电路,复位电路;(8)面板管理电路。9数控系统结构框图4.4选择电气元件及电路设计4.4.1微机机型和扩展存储器的选择确定微机机型就是选择CPU。单片机价格低、可靠性较高,适用于控制,选择单片机做控制器比较合适。根据总体方案的确定,微机采用MCS-51系列单片机。51系列有三种型号:8031是无ROM的8051;8751是用EPROM代替ROM的8051。目前,工控机中应用最多的是8031单片机。本设计就采用8031单片机。8031单片机是美国Intel公司的产品MCS—51系列单片机的一个型号,是目前性能较高的8位单片微型计算机。8031单片机内部包含一个8位CPU,128字节的RAM,两个16位定时器,四个八位并行口,一个全功能串行口,可扩展的外部程序存储器和数据存储器的容量为64K字节,具有5个中断源并配有两个优先级,还有21个特殊功能寄存器。所以8031单片机是一种理想的8位微型计算机,在各种数控系统中的
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码


 leon200079
leon200079
本文标题:CA6140普通车床横向进给系统的数控化改造设计说明书
链接地址:https://www.777doc.com/doc-5089041 .html