您好,欢迎访问三七文档
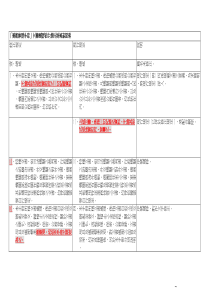
电镀基础知识培训品保部DATE:2012-2-23目录电镀原理及工艺国际标准制定机构常见故障检讨欧圣斯电镀标准国际标准和国标电镀要求在盛有电镀液的镀槽中,经过清理和特殊预处理的待镀件作为阴极,用镀覆金属制成阳极,两极分别与直流电源的负极和正极联接。电镀液由含有镀覆金属的化合物、导电的盐类、缓冲剂、pH调节剂和添加剂等的水溶液组成。通电后,电镀液中的金属离子,在电位差的作用下移动到阴极上形成镀层。电镀原理:1.预处理:绝缘→上挂→除腊、除油→亲水→粗化→水洗→还原2.活化处理:敏化→水洗→解胶→水洗3.预金属化:镀化学镍(导电性)→水洗→活化→4.金属表面电镀:镀焦铜→水洗→镀酸铜→水洗→镀半光镍→镀全光镍→水洗→镀封口镍→水洗→镀铬→水洗→烘干→下挂→包装出货。ABS塑料电镀工艺流程:化学除油:在含碱的溶液中,借皂化和乳化作用去除塑胶表面的油污,促使粗化均匀,提高镀层的结合力。亲水:中和塑胶表面碱性物质,微蚀塑胶表面。粗化:化学腐蚀(chemicaletching)即利用化学的方法使表面粗化,可增加电镀层及ABS塑料间的密着性。这是决定镀层密着性的最大因素。除了粗化之外,化学腐蚀还可以排除ABS塑料成形加工所残留的应力,所以化学腐蚀的条件依塑料成形之条件而改变。化学腐蚀液的主要成分是铬酸及硫酸的混合液。通过化学腐蚀,在塑胶表面形成微观粗糙,以确保化学镀时所需要的“锁扣效应”;以此提高塑胶与镀层的结合力。还原:还原或中和塑胶表面的六价铬离子,减少对后道工序的污染。塑胶的预处理塑料表面经过调整处理后,催化作用不能发生,在溶液中浸渍,不容易起还原反应,要使还原作用顺利产生,密着性良好,则须先使塑料表面活性化,在还原性溶液中浸渍,以促进表面敏感化。敏化:通过吸附作用在塑胶表面吸附一层含有催化活性的胶体钯颗粒。解胶:将塑胶表面胶体钯周围的二价锡离子水解胶层除去,暴露出具有催化活性的金属钯微粒。在此溶液浸渍之后,必须经过充分之水洗,使附着于表面之还原性Sn+2完全洗净,没有残存于ABS塑料表面,以防止污染溶液以及影响化学电镀层之附着力。塑胶表面的活化处理为了使ABS塑料表面金属化使其能导电,需化学作用在其表面产生一层金属(铜或镍),此金属层需有良好之密着性,均匀的分布,必须容易导电,有小的膨胀系数差,柔软而可靠。塑胶表面的预金属化:化学镍化学镍:利用氧化还原反应在塑胶表面具有催化活性的金属钯微粒层上沉积一层金属,使原来不导电的塑胶表面沉积一层薄的导电层,便于随后电镀各种金属。焦铜:通过电化学方法在化学镍上镀一层铜,提高镀层的导电性。酸铜:在工件表面镀一层铜,提高塑胶的光亮度和平整度,提高镀层的韧性。因为ABS塑料与镍电镀层之间的膨胀系数相差很大,约6:1,所以耐热冲突性弱,易脱皮而脱落。所以化学镀层与电镀镍层间需要富有柔软而延展性良好之电解铜,作为缓冲之用。半光镍:在工件表面镀一层半光亮的镍层,镀层为柱状结构,提高镀层的抗蚀性。全光镍:工件表面镀一层全光亮的镍层,镀层为层状结构,提高镀层的光亮度。微孔镍:为了达到较好的抗蚀性,在全光镍上镀一层均匀的含有无数个不导电微粒的镍层,分散腐蚀电流,降低腐蚀电流密度,提高镀层抗蚀性。镀铬:为达到很好的抗蚀性和抗变色性,在工件上镀一层铬。金属表面电镀流水线上挂化学镍镀酸铜镀半光镍、全光镍清洗镀鉻烘烤:60摄氏度*45分钟1.ASTMAmericanSocietyforTestingandMaterial美国测试和材料协会2.ASSEAmericanSocietyofSanitaryEngineering美国卫生工程协会3.ASMEAmericanSocietyofMechanicalEngineering美国机械工程协会4.NSFNationalSanitationFoundation美国国家卫生基金会5.ULUnderwritersLaboratries,Inc.保险业者实验室公司6.CSACanadianStandardsAssociation加拿大标准委员会7.ENEuropeanCommitteeforStandardization(法语ComiteEuropeendeNormalisation)欧洲标准委员会标准制定机构简称1.ASTMB604塑料电镀标准技术规范2.ASTMB456金属电镀标准技术规范3.EN248镍,铬电镀通用技术规范(卫浴行业)4.ASTMB571金属镀层附着力试验方法5.ASTMB368铜加速醋酸-盐雾试验方法(CASS试验)6.ASTMB532塑料表面电镀的外观标准规范7.ASTMG85盐雾试验方法8.CSAB125水暖设备国外电镀标准1.GB12600塑料上铜+镍+铬电镀技术标准2.GB/T12610塑料上电镀层热循环试验3.GB/T10125人造气氛腐蚀试验盐雾试验4.GB6461金属覆盖层对底材为阴极的覆盖层腐蚀试验后的电镀试样的评级5.GB6460金属覆盖层铜加速醋酸盐雾试验CASS6.GB4955金属覆盖层厚度测试阳极溶解库仑方法国内标准国外电镀等级分类方法(依据使用环境)ASTM分为5个级别SC1轻微的、温和的使用条件mildservice在室内暖和的、干燥的环境下,很少受磨擦的使用条件SC2中等的使用条件moderateservice在室内会出现潮湿的地方使用,如厨房、卫生间等SC3严峻的使用条件severeservice在偶尔或频繁被雨水、露水、强烈的清洗剂、盐性溶液侵蚀的环境下使用。如自行车、医院设备和器具。SC4非常严峻的使用条件verysevereservice暴露在腐蚀性较强的环境下,易受到磨擦、刮擦、锯齿破坏的使用条件。如汽车外露零件、在海水中使用的设备。SC5持续的非常严峻的使用条件extendedsevereservice长期处在SC4条件下工作工作条件铜层μm镍层μm铬层μmCS11570.25SC215100.25SC315200.25SC415250.25SC515300.25等级CS1CS2CS3CS4CS5CASS……8H16H2个16H3个16HAASS厚度和盐雾性能要求GB12600国标定义使用环境等级代码CP1~CP3CH1备注铜层≥8.0μm≥10.0μm镍层≥4.0μm≥6.0μm拉丝前8μm铬层≥0.15μm≥0.25μm套铬层厚0.15μm金层约0.076,确保外观色泽在标准限度样品范围内PVD层约0.02μm,确保外观色泽在标准限度样品范围内注:1.厚度值系指包含零件在电镀时最高与最低电流密度的三个代表区域的平均值必须满足的范围。2.镀层厚度在耐腐蚀性能与附着力测试都合格时可放宽要求,但必须确保Cr层厚度。3.客户对镀层厚度有特别要求,必须以满足客户的品质要求为准。镀层厚度要求---塑胶类公司的标准等级代码CP3CH1备注铜基/不锈钢锌基铜基/不锈钢锌基铜层Cu/≥5/≥5镍层Ni≥5≥7.6≥7.6≥10拉丝前≥8铬层Cr≥0.1≥0.1≥0.25≥0.25套铬层厚≥0.15金层约0.15μm,确保外观色泽在标准限度样品范围内PVD层约0.02μm,确保外观色泽在标准限度样品范围内注:1.一到二级厚度值系指包含零件在电镀时最高与最低电流密度的三个代表区域的平均值必须满足的范围。2.镀层厚度在耐腐蚀性能与附着力测试都合格时可放宽要求,但必须确保Cr层厚度。3.客户对镀层厚度有特别要求的,必须以满足客户的品质要求为准镀层厚度要求---五金类等级代码CP1~CP2CP3CH1CASS4小时6H8小时AASS/24小时/判定标准1、一级按国标GB6461评级,则应达到其9级要求;2、二级符合CSAB125标准6.1.3的判定要求:1)在零件表面650mm2(1平方英寸)的范围内,不能够有多于一个的腐蚀缺陷和/或气泡。该标准适用于任何给定的平方英寸内的表面积,而不是指零件整个表面的平均值。2)在25mm(1英寸)长的合模线内最多允许有三个腐蚀缺陷和/或气泡。3)腐蚀缺陷或气泡在任何方向上不能大于0.8mm(1/32英寸)。抗腐蚀性---盐雾测试GB/T10125PH值氯化钠浓度试验箱温度压力桶温度氯化铜CASS铜加速盐雾3.1~3.350+5g/L50+2℃63+2℃0.26+0.02g/LAASS酸性盐雾3.1~3.350+5g/L35+2℃47+2℃/NSS中性盐雾6.5~7.250+5g/L35+2℃47+2℃/抗腐蚀性---盐雾测试GB/T10125GB6461评级,则应达到其9级要求;电镀腐蚀性9级图片电镀7级图片:等级代码步骤1步骤2步骤3步骤4循环次数判定标准一级温度(℃)70±215~20-30~-2515~205GB/T23447在整个样品表面上不能有目视可观察到的腐蚀点、裂纹、起泡、剥落、退色、变形。时间60min60min60min60min二级温度(℃)-40±220±575±220±54参考CSAB125时间30min60min30min60min电镀性能----附着力测试测试方法技术要求1)铜基体或不锈钢基材,在温度250±10℃下,保温1小时,取出立即放入18℃-25℃清水中冷却。2)锌合金及其它金属基体,在温度150±10℃下,保温1小时,取出立即放入18℃-25℃清水中冷却。测试后产品整个表面不能出现镀层开裂或剥落。当有电镀液藏在了镀层里面时,测试中可能会出现气泡。如果在与气泡相连的周边区域的镀层不会被剥落或挑起,那么样品通过测试。电镀性能----附着力测试(金属件)适用等级试验方法判定标准备注所有电镀产品用已磨成30°尖角的硬质刀片,在样品3处不同区域表面划两条垂直相交的穿透镀层达到基体的切割线,观察划线之间的镀层是否起皮或脱落,沿着切割线是否能成片扯取镀层。不能出现镀层起皮、脱层或能成片扯取镀层达到20%以上。1.在紧急进料或物料尺寸偏大无法放入烤箱按此方法进行测试。2.此方法可作为冷热循环测试后的辅助确认方法。电镀性能----附着力测试(简易法)常见电镀不良:1.发雾:常见于边缘,主要是由于局部电流大。2.打标起泡、打标发黑:镀层偏薄。3.电镀麻点:电镀槽问题。4.电镀边角发黄:5.电镀变形:挂具受力不均。6.电镀腐蚀:7.起泡:前处理有杂质8.脱皮:电镀过程中掉电。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码

![TEMS使用说明及流程1[1][1]0](/doc-638563.png)


 284086282
284086282
本文标题:电镀知识培训资料
链接地址:https://www.777doc.com/doc-5089852 .html