您好,欢迎访问三七文档
当前位置:首页 > 机械/制造/汽车 > 机械/模具设计 > 带金属脱料器的螺纹内孔翻边模具设计
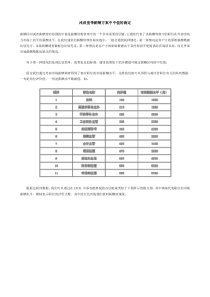
带金属脱料器的螺纹内孔翻边模具设计摘要:在金融自助设备、地铁设备和电信家电等产品的薄板零件中,螺纹底孔翻边,是较为常见的加工工序,翻边后,增加了螺纹旋合长度,提高螺纹联接强度,减轻材料重量,降低材料费用。本文着重讨论螺纹底孔翻边冲压成形工艺、计算方法以及带金属脱料器的螺纹内孔翻边模具设计。关键词:螺纹内孔翻边模金属脱料器DesignofflangingdiewhichisuseinthreadedholeofmetallicejectorGuChaoShangAbstract:Thetechnologyofunderportflangingiscommontechnicalinmanufacturingactivity.Ithasbeenwidespreaduseofcomponentwhichisusedforfinancialself-serviceequipments,metroequipments,telecommunicationequipment,householdelectricalappliancesetc.Usingthistechnologywillincreasethelengthofthreadengagement,improvethecon-nectionstrengthandreducingtheweightofmaterial.Sothistechnologyisbeneficialtoreducingmaterialcosts.Thispaperismainlydiscussedaboutthestampingformingprocess、computingmethodandthedesignofflangingdiewhichisuseinthreadedholeofmetallicejector.Keyword:flangingdiewhichisuseinthreadedhole,metallicejector一、内孔圆孔翻边变形特点翻边加工,是利用模具把板材上的孔缘或外缘翻成竖边的冲压加工方法。如图1所示,为圆孔翻边简图,翻边时,在把板材内孔边缘向凹洞口弯曲的同时,通过将内孔沿圆周方向拉长而形成侧壁。翻边时,变形区基本限制在凹模圆角区内,凸模底部材料为主要变形区,处于切向、径向两向受拉伸的应力状态,切向应力在孔边缘最大,径向应力在孔边缘为零。在整个变形区,材料都要变薄,而在孔的边缘,变薄最为严重,翻边完成后,零件翻边的高度,将比变形区的宽度略有缩短,由于翻边时最大拉伸发生在口部,当拉伸变形超过材料成型极限时,就会在此处产生缩颈或裂纹。二、螺纹底孔直径当螺距P≤1时,螺纹底孔直径dz=螺纹公称直径D-螺距P(螺距见GB/T193-2003)。底孔修正值,一方面考虑到冲头磨损量,另外一方面,在大量生产实践中,带螺纹孔的钣金件经过表面处理后(尤其是喷塑处理),内径由于喷塑而变小,装配困难,甚至需要丝攻清丝后,才能顺利装配,这样大大降低了装配效率,我们发现,适当加大翻边孔凸模直径后,能够轻松解决此生产问题,故表所示最后一列“螺纹底孔修正值”比计算值大0.05~0.1mm,但要注意,此修正值不可过大,否则会影响装配强度,甚至导致螺纹滑牙。三、翻边系数五、常见缺陷分析螺纹底孔翻边产品常见缺陷主要有以下两种:(1)翻边孔破裂。导致翻边破裂主要有以下原因:平底凸模底部圆角半径rp太小,凸模表面粗糙度太大,预冲孔直径太小,预冲孔毛刺过大等。(2)翻边高度不均匀,一边高一边低。主要原因如下:冲头弧面大小不均匀,冲头光洁度差,凸凹模间隙过大,预冲孔尺寸过大,冲头与底孔、凹模内孔不同心等。六、螺纹孔翻边加工流程目前,各种数控设备,比如数控冲床,激光切割机等,具备更高精度和效率,被广泛用于钣金加工中,为提高效率,大量的螺纹翻边预制孔数采用数控设备冲孔(割孔),然后利用翻边模具,在普通压力机上翻边成型后,钳工攻丝。七、带金属脱料器的内孔翻边模具设计图3中的翻边模具,是在多年的实践中,从普通翻边模的基础上改进而成,最大的特点是带金属脱料器,具备如下特点。(1)翻边凸模(冲头)采用球头形以方便加工制造,同时可达到理想翻边效果。抛物线凸模效果最好,但加工困难,如采用平底冲头,需要注意凸模圆角半径rp不宜过小。(2)带金属压料板(卸料筒),具备更大的压料力,翻边后钣金更平整,同时有效改善成型质量。(3)带金属脱料器,具备更大的卸料力,尤其是在翻边直径较大的螺纹时,成型后的螺孔容易抱紧在凸模上,脱料时容易拉坏工件甚至引起凸模断裂,使用金属脱料器,使卸料更容易。(4)凸模在整个翻边过程中,都由金属压料板内孔进行限位、滑动和导向,故凸模不容易断裂,具备更高寿命,同时模具对中性更好,成型质量好;尤其是在翻边直径较小的孔,此模具设计优势明显(直径较小的螺纹孔翻边凸模直径较小,很容易断裂)。(5)该模具为向下翻边正装模具,下模中心装有翻边工件定位销,工件在数控设备上冲好预孔后,预孔通过定位销来定位,定位方便,加工效率高。八、结语在自助设备等钣金产品生产中,不断学习、实践、探索和运用各种内孔翻边新型模具,有效提高产品质量,提高生产效率,降低成本,提升产品的经济性和竞争力。参考文献【1】姜奎华.冲压工艺与模具设计[M].北京:机械工业出版社,1999.【2】许发樾.模具标准应用手册[M].北京:机械工业出版社,1997.
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码

 xl4105944
xl4105944
本文标题:带金属脱料器的螺纹内孔翻边模具设计
链接地址:https://www.777doc.com/doc-5102204 .html