您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 其它文档 > 球阀加工厂总平面布置图
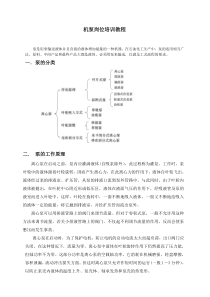
1第一章球阀厂简介工厂占地面积为25000m,四周环境优雅,空气清新,远离城区闹市,是一个发展的好地方。而且在工厂附近有一些机械加工厂,这样该厂生产球阀的外购零件来的就比较方便,大大减少了产品的生产成本。工厂大概的位置图如下:随着国民经济的迅猛发展,球阀的市场需求量逐年攀升,在很多新型行业中也得到了广泛的应用,而本公司主要生产的金属密封球阀相比于传统的橡胶密封球阀有诸多明显的优势。本工厂的生产计划灵活,除了可以接受中批量的产品订单外,还能根据客户的需要进行调整,以满足绝大多数客户的需求。公路公路北比例1:2000图6-1球阀厂厂区图2第二章基本要素分析2.1产品产量分析球阀在市场有相当的竞争力,所以他们的产量就计划定在10000件。该产品的装配图如下:图2.1球阀装配图2.1.1球阀简介球阀是由旋塞演变而来的,它的启闭件作为一个球体,利用球体绕阀杆的轴线旋转90o实现开启和关闭的目的。球阀在管道上主要用于切断、分配和改变介质流动方向,设计成V形开口的球阀还具有良好的流量调节功能。球阀不仅结构简单、密封性能好,而且在一定的公称通经范围内体积较小、重量轻、材料耗用少、安装尺寸小,并且驱动力矩小,操作简便、易实现快速启闭,球阀是近十几年来发展最快的阀门品种之一。特别是在美、日、德、法、意、西、英等工业发达国家,球阀的使用非常广泛,使用品种和数量仍在继续扩大,并向高温、高压、大口经、高密封性、长寿命、优良的调节性能以及一阀多功能方向发展,其可靠性及其他性能指标均达到较高水平,并已部分取代闸阀、截止阀、节流阀。随着球阀的技术进步,在可以预见的短时见内,特别是在石油天然气管线上、炼油裂解装置上3以及核工业上将有更广泛的应用。此外,在其他工业中的大中型口径、中低压力领域,球阀也将会成为主导的阀门类型之一。以下是球阀零件明细表:表2.1零件明细表工厂名称:球阀厂共1页产品名称球阀产品代号2B计划年产量10000件第1页序号零件名称零件代号自制外购材料总计划需求量零件图号形状尺寸单件重量(kg)说明1阀体√ZG25100000.452阀盖√ZG25100000.23密封圈√填充聚四氟乙烯200000.014阀芯√40Cr100000.0155调整垫√聚四氟乙烯100000.0156双头螺柱AM12×30√35400000.017螺母M12√Q235400000.0128填料垫√40Cr100000.0129中填料√聚四氟乙烯200000.01210上填料√聚四氟乙烯100000.01211填料压紧套√35100000.0512阀杆√40Cr100000.1213扳手√ZG25100000.2编制(日期)审核(日期)2.1.2外购零件和自制零件自制与外购的决策是典型的管理决策,它以一般企业运营成本为主要衡量标准,同时还考虑了工业工程、市场、工艺、外购,甚至还包括人力资源等其他。随着供应链管理思想的发展,企业需要不断增强自己的核心竞争力,可能会逐渐地放弃一些利润十分薄弱的环节,转而投资和开发自己占有优势的方面。仔细衡量本厂生产能力与生产成本,生产球阀众多零件中阀体、密封圈、调整垫、阀芯、填料垫、中填料、上填料、填料压聚套和阀杆分别由其厂内机加工车间自制。而所需标准通用件螺母和螺柱,由于自制利润率很低且外购条件方便、质量良好,故决定外购。分类记录外购与自制零件情况如下:4表2.2外购零件价格表外购零件价格表序号零件名称型号材料数量单件价格/元1螺柱AM12×30(GB/T897-1988)3540.52螺母M12(GB/T6170-2000)Q23540.53阀芯40Cr1表2.3自制零件明细表自制零件明细表序号零件名称零件代号材料数量1阀体ZG2512阀盖ZG2513密封圈填充聚四氟乙烯24调整垫聚四氟乙烯15填料垫40Cr16中填料聚四氟乙烯27上填料聚四氟乙烯18填料压聚套3519阀杆40Cr110扳手ZG2512.2工艺过程分析2.2.1加工过程及作业单位分析任何物料在其加工过程中所进行的移动都可分为以下五种基本形态:(1)操作:处于成形、处理、装配和拆卸等操作过程。(2)运输:处于移动或运输过程。(3)检验:处于计数、试验、校验和检验过程。(4)停滞:处于等待其他操作完成状态。(5)储存:处于存储状态。这些物料在加工过程中的移动状态可以用工业工程标准的符号直观的表示,就形成了工艺过程图。工艺过程图可以用来详细描述产品生产过程中各工序之间的关系,也可以用来描述全厂各部门之间的工艺流程。在描述全厂各部门之间产品工艺流程时,用操作符号表示加工与装配等生产部门(车间);用储存符号表示仓储部门;用检验符号表示成品质检车间。该厂设置如表所示的作业单位,分别负责完成重要零件的加工及总装工作。以下5为作业单位建筑物汇总表。表2.4作业单位建筑物汇总表共1页第1页序号作业单位名称用途建筑面积(m2)结构形式备注1原材料库储存钢材、铸锭30×40=12002铸造车间铸造12×25=3003金加工车间1车、铣、钻、滚齿20×36=7204金加工车间2镗削、磨削、剃齿20×36=7205冲压车间冲压、成型20×36=7206注塑车间注塑20×36=7207标准件、半成品库储存外购件、半成品12×25=3008装配车间装齿轮泵15×40=6009性能测试室测密封、测功率10×20=20010成品库成品储存20×20=40011办公室、服务楼办公室、食堂等80×60=480012设备维修车间机床维修12×25=30013调试返修车间调试及返修10×10=10014毛坯缺陷测试室砂眼、气孔检测4×10=402.2.2工艺流程分析工艺过程图可以用来详细描述产品生产过程中各个工序之间的关系,也可以用来描述全厂各部门之间的工艺流程,用操作符号来表示加工与装配等生产车间,用储存符号表示仓储部门,用检验符号表示检验部门。流程图中数字所代表的车间类型如下表:表2.5车间类型代号表1原材料库2铸造车间3金加工车间14金加工车间25冲压车间6注塑车间7标准件、半成品库8毛坯缺陷测试室9装配车间10性能测试室11成品库6根据所需零件的多少来计算各个车间之间的物流量,如下表:表2.6各车间物流量产品名称毛重/kg件数/件总重量/kg废料/kg铸造废料粗加工废料精加工废料其它加工废料阀体0.45/(0.6×0.8×0.9)=1.0417100001041710417×40%=416710417×60%×20%=125010417×60%×80%×10%=500阀盖0.2/(0.6×0.8×0.9)=0.46301000046304630×40%=18524630×60%×20%=5564630×60%×80%×10%=222密封圈0.01/0.7=0.014320000286286×30%=86调整垫0.015/0.7=0.21410000214214×30%=64填料垫0.02/0.7=0.028610000286286×30%=86中填料0.012/0.7=0.017120000342342×30%=97上填料0.012/0.7=0.01711000171171×30%=51填料压紧套0.05/(0.8×0.9)=0.069410000694694×20%=138694×80%×10%=56阀杆0.12/(0.8×0.9)=0.16671000016671667×20%=3341667×80%×10%=133扳手0.2/(0.7×0.8×0.95×0.9)=0.41771000041774177×70%×20%=5854177×70%×80%×95%×10%=2224177×30%=12534177×70%×80%×5%=1177具体工艺流程图如下:表2.7球阀零件加工工艺过程表产品名称件号材料单件重量(kg)计划年产量(件)年产总量(kg)阀体1ZG250.45100004500序号作业单位名称工序内容工序材料利用率(%)1原材料库备料2铸造车间压铸、成型603金加工车间1铣、粗镗804毛坯缺陷测试室砂眼、气孔检测5金加工车间2精镗906半成品库暂存图2.2阀体加工工艺过程图8表2.8球阀零件加工工艺过程表产品名称件号材料单件重量(kg)计划年产量(件)年产总量(kg)阀盖2ZG250.2100002000序号作业单位名称工序内容工序材料利用率(%)1原材料库备料2铸造车间压铸、成型603金加工车间1铣、粗镗804毛坯缺陷测试室砂眼、气孔检测5金加工车间2精镗906半成品库暂存图2.3阀盖加工工艺过程图9表2.9球阀零件加工工艺过程表产品名称件号材料单件重量(kg)计划年产量(件)年产总量(kg)密封圈3填充聚四氟乙烯0.0120000200序号作业单位名称工序内容工序材料利用率(%)1原材料库备料2注塑车间成型703半成品库暂存图2.4密封圈加工工艺过程图10表2.10球阀零件加工工艺过程表产品名称件号材料单件重量(kg)计划年产量(件)年产总量(kg)调整垫5聚四氟乙烯0.01510000150序号作业单位名称工序内容工序材料利用率(%)1原材料库备料2注塑车间成型703半成品库暂存图2.5调整垫加工工艺过程图11表2.11球阀零件加工工艺过程表产品名称件号材料单件重量(kg)计划年产量(件)年产总量(kg)填料垫840Cr0.0210000200序号作业单位名称工序内容工序材料利用率(%)1原材料库备料2冲压车间成型703半成品库暂存、图2.6填料垫加工工艺过程图12表2.12球阀零件加工工艺过程表产品名称件号材料单件重量(kg)计划年产量(件)年产总量(kg)中填料9填充聚四氟乙烯0.01220000240序号作业单位名称工序内容工序材料利用率(%)1原材料库备料2注塑车间成型703半成品库暂存图2.7中填料加工工艺过程图13表2.13球阀零件加工工艺过程表产品名称件号材料单件重量(kg)计划年产量(件)年产总量(kg)上填料10填充聚四氟乙烯0.01210000120序号作业单位名称工序内容工序材料利用率(%)1原材料库备料2注塑车间成型703半成品库暂存图2.8上填料加工工艺过程图14表2.14球阀零件加工工艺过程表产品名称件号材料单件重量(kg)计划年产量(件)年产总量(kg)填料压紧套11350.0510000500序号作业单位名称工序内容工序材料利用率(%)1原材料库备料2金加工车间1粗车、粗镗、钻803金加工车间2精车、精镗904半成品库暂存图2.9填料压紧套加工工艺过程图15表2.15球阀零件加工工艺过程表产品名称件号材料单件重量(kg)计划年产量(件)年产总量(kg)阀杆1240Cr0.12100001200序号作业单位名称工序内容工序材料利用率(%)1原材料库备料2金加工车间1粗车、粗铣803金加工车间2精车、精铣904半成品库暂存图2.10杆加工工艺过程图16表2.16球阀零件加工工艺过程表产品名称件号材料单件重量(kg)计划年产量(件)年产总量(kg)扳手13ZG250.2100002000序号作业单位名称工序内容工序材料利用率(%)1原材料库备料2冲压车间成型703金加工车间1钻孔804冲压车间成型955金加工车间1铣加工906半成品库暂存图2.11扳手加工工艺过程图工艺流程汇总图:1718第三章物流分析物流分析是工厂平面布置的基础,根据统计资料分析,物料搬运费用占产品制造费用的20%——50%,而物料搬运工作量直接与工厂布置情况有关。有效的布置大约能减少搬运费用的30%左右。工厂布置的优劣不仅影响着整个系统的运转,而且影响物料搬运成本,成为决定产品生产成本高低的关键因素之一。因此,在满足生产工艺流程的前提下,减少物料搬运工作是工厂布置设计中最重要的目标之一。3.1从至表因为球阀的零件品种很多,用从至表研究物流状况非常方便。从至表是一个方阵表格,以一定的顺序按排列物料移动的起始作业单位,以相同顺序按排列物料移动的终止作业单位,行、列相交的方格中记录起始作业单位到终止作业单位的各种物料搬运量的总和。表3.1车间物流量从至表FromTo12
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码

 mandy2525
mandy2525
本文标题:球阀加工厂总平面布置图
链接地址:https://www.777doc.com/doc-511943 .html