您好,欢迎访问三七文档
当前位置:首页 > 电子/通信 > 电子设计/PCB > SMT贴片工艺(双面)
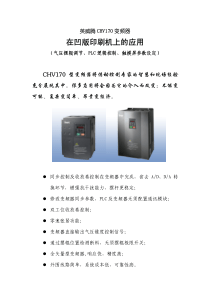
英威腾CHV170变频器在凹版印刷机上的应用(气压摆辊调节、PLC逻辑控制、触摸屏参数设定)CHV170型变频器将传动控制专家的智慧和现场经验充分展现其中。很多应用将会因为它的介入而改变:不能变可能、复杂变简单、昂贵变经济。z同步控制及收放卷控制在变频器中完成,省去A/D、D/A转换环节,增强抗干扰能力,摆杆更稳定;z修改变频器同步参数,PLC及变频器无须配置通讯模块;z双工位收放卷控制;z零速张紧功能;z变频器直接输出气压锥度控制信号;z通过摆辊位置检测断料,无须摆辊极限开关;z全矢量型变频器,响应快,精度高;z外围线路简单,系统成本低,可靠性高。七电机传动结构的凹版印刷机是目前国产高速印刷机的主流机型。为保证套色精度,其对各段张力控制精度要求较高。目前行业普遍利用恒线速度控制来实现张力恒定。其方法为:首先将收放卷及牵引摆辊电位器的反馈信号采集到PLC,通过PLC进行同步运算及卷径计算,再将计算结果以模拟量方式传送给矢量变频器。变频器在控制系统中只起执行作用。由于信号经过PLC环节时,会损失响应速度及精度,因而便通过选用速度更快的PLC及精度更高的变频器来弥补方案带来的缺失。针对这类需求,CHV170型变频器为该类应用设立了最直接最准确的控制方案,从而可通过最简单的外围配置构成功能完善、可靠性极高、张力更稳定的控制系统。以下以一套七电机凹版印刷机电控系统来说明CHV170型变频器在该类设备上的应用。Y2主回路接线图3相380V电源QM7QM6QM5QM4QM3QM0QM2QM1位移传感器110VAI2GNDPEAOTSR10VAI2GNDPEAOTSR10VAI2GNDPETSRCOMCOMR01AR01BR02AR02BCOM故障CMEY1传送OKPG卡编码器PW+24V+24VHDO1COM10VAI2GNDPETSRCOMCOMR01AR01BR02AR02BCOM故障CMEY1传送OKPG卡编码器PW+24VHDO1COM10VAI2GNDPETSRCOMCOMR01AR01BR02AR02BCOM故障CMEY1传送OKPG卡编码器PW+24VHDO1COMAOTSRAOTSR放卷A放卷B前牵引后牵引收卷A收卷B断料断料S2点动S4故障复位Y2S4故障复位Y2S4故障复位频率检出VWUM1放卷A电机VWU放卷B电机M2VWUM3前牵引电机VWUM4VWUM5后牵引电机VWUM6收卷A电机VWUM7收卷B电机HDI1数据CHV170VF1Y0S4清零S3接收S2预驱AI2S5锥度转换S4清零S3接收S2预驱S1启停+24VHDI1数据CHV170VF2CHV170VF3CHV170VF4CHV170VF6CHV170VF7CHV170VF5COMCOMY0COMCOMPECOM10VAI2GNDAI2S2预驱S3接收S4清零S5锥度转换COM+24VHDI1数据PECOM10VAI2GNDS2预驱S3接收S4清零S5锥度转换COM+24VHDI1数据24VHDI1数据HDI1数据HDI1数据S1运行S1运行S1运行S1运行S1运行S1运行X1X13X14X15X21X10X22X6X6X6位移传感器2位移传感器4位移传感器4位移传感器3主机主电机Y10Y11Y12Y13Y34Y14Y15Y16Y17Y20Y21Y22Y23Y24Y25Y26Y27Y35Y30Y31Y32Y33Y35Y0Y0Y1M1放卷A电机M2放卷B电机M3M4主电机后牵引电机M5M6M7收卷A电机收卷B电机印刷辊印刷辊印刷辊印刷辊前牵引电机放卷摆辊前牵引摆辊后牵引摆辊收卷摆辊收卷A刹车线圈收卷B刹车线圈放卷A刹车线圈放卷B刹车线圈电气传动流程图收卷B气压锥度输出收卷B气压锥度输出VFVSVSBVSBVFBVFB收卷摆辊气压锥度信号放卷摆辊气压锥度信号HDO1X2PBCOM故障刹车电阻X11传送OK断料X20X6Y1COMCMER02BR02AR01AR01B(+)HDO1X3Y1(+)PBR01AR01BR02AR02BCOM故障刹车电阻X12CMECOMX6传送OKHDO1X4CMEY1COMR02B传送OKX6COM故障断料X16X23R02AR01BR01A刹车电阻(+)PBCOM故障传送OK刹车电阻X17X6CMEY1(+)PBCOMR01AR01BR02AR02BHDO1X5GNDPEGNDPEGNDGND位移传感器1Y12Y26NO:08022206触摸屏速度减小速度增加启动停止急停故障/复位凹版印刷机操作台操作台面板布置图NO:0802220702FJ8RS1N01V24D12AD2D3D4放卷A刹车线圈放卷B刹车线圈收卷A刹车线圈收卷B刹车线圈柜体散热NGNDL24VRS23APW刹车电源PLC内GND24V由PLC来触摸屏G24运行指示灯故障指示灯LN24+COMX0COMX0X1X2X3X4X5X6X7X1X2X3X4X5X6X7X10X10X11X12X13X14X15X16X17X11X12X13X14X15X16X17X20X21X22X23X24X25X26X27X27X26X25X24X23X22X21X20COM1Y0Y1Y2Y3COM2Y4Y5Y6Y7COM3Y10Y11Y12Y13COM4Y14Y15Y16Y17COM5Y20Y21Y22Y23Y24Y25Y26Y27Y0Y1Y2Y3Y4Y5Y6Y7Y10Y11Y12Y13Y14Y15Y16Y17Y20Y21Y22Y23Y24Y25Y26Y27COM02N24VX30X31X32X33X34X35X36X37X30X31X32X33X34X35X36X37Y30Y31Y32Y33Y34Y35COM6OK速度及卷径设定卷径设定Y34Y35备用触摸屏Y37Y36Y35Y34Y33Y32Y31Y30计长输入计长接近开关电源线速度输入放卷A卷径输入放卷B卷径输入收卷A卷径输入收卷B卷径输入主机频率检测放卷A变频故障放卷B变频故障前牵引变频故障后牵引变频故障收卷A变频故障收卷B变频故障主机变频故障放卷摆辊极限位前牵引摆辊极限位后牵引摆辊极限位收卷摆辊极限位速度增加按钮速度减小按钮全线启动按钮全线缓停按钮全线急停按钮故障复位按钮全线点动按钮接收PLC接线图X40X41X42X43X44X45X46X47X47X46X45X44X43X42X41X40Y40Y41Y43Y44Y45Y46Y47Y45Y47Y46Y44Y43Y42Y41Y40Y42备用备用备用备用备用放料换卷按钮收料换卷按钮放料张紧按钮收料张紧按钮COM7放卷A刹车放卷B刹车收卷A刹车收卷B刹车运行指示故障指示放卷切换收卷切换备用备用备用备用放卷A预驱放卷A接收放卷A运行放卷A张紧G24G24G24三菱PLC主机:FX2N-80MT收卷B接收收卷B张紧收卷B预驱收卷B运行放卷锥度转换放卷B运行放卷B预驱放卷B接收后牵引运行后牵引上料前牵引运行主机运行主机点动前牵引上料放卷B张紧收卷A运行收卷A接收收卷A预驱收卷A张紧收卷锥度转换Y4Y5Y6Y7Y10Y11备用备用备用备用备用备用继电回路接线图*本图只画出了电气传动部分,因而不能作为完整图纸。工作原理说明用CHV170型变频器构成的凹版印刷机电控系统如前图所示。1、系统配置该机组由7台电机传动。分别为2个放卷、前牵引、主机、后牵引及2个收卷。在放卷、前牵引、后牵引及收卷环节均有摆辊机构,用于进行同步调节。摆辊压力通过气压调节。由于放卷收卷需要根据卷径调整气压,因此,放卷收卷摆辊气压机构上装有比例阀。为能在紧急停机时快速停止卷料辊,以防薄膜材料被拉断,在每个放料辊及收料辊上装有刹车机构。电控系统为每台电机配置等功率的CHV170矢量型变频器。为进一步提高速度精度,从而保证张力精度,前牵引、主机、后牵引电机安装有编码器,变频器配置编码器测速反馈卡(PG卡)。电控系统选用一台三菱80点晶体管输出型PLC进行系统的全部逻辑控制。晶体管输出型PLC无机械触点,不产生通断电火花,无寿命期限,这对降低系统干扰,保证设备长久运行极有好处。为了方便更换印刷辊时便于调整系统传动比,设定料卷尺寸,同时监视收放料卷进度、故障诊断等直观功用,系统配置触摸屏作为人机界面。2、传动回路控制原理传动回路的连接见《传动控制接线图》。主机速度是其它各段速度的参照点。主机变频器的速度设定由PLC的高速脉冲口“Y0”向其发送。由于所设定速度是在每次进行速度修改时传送至变频器中,而并非连续不断传送。这样,完全避免了目前多用的由电位器设定速度或由PLC的模拟量通道向变频器实时传送速度易受干扰的问题,首先从速度设定环节消除了干扰。设备启动后,设定速度按主机变频器中设定的加减速时间产生斜坡,主机变频器按这一斜坡速度运行。同时,主机变频器将这一斜坡速度信号以连续高速脉冲方式通过高速脉冲输出口“HDO1”传送至公共速度母线上。其它各段变频器的高速脉冲输入口“HDI1”与公共速度母线相连接,公共速度母线上的高速脉冲将作为各段变频器的同步速度给定值。由于其它各段变频器的加减速时间设置的非常短,因而始终保持着与主机的同步跟踪。其它各段变频器的实际运行速度还与摆辊位置有关,收放卷变频器的实际运行速度还与当前卷径有关。由于7电机凹版印刷机是连续生产的双工位放卷及双工位收卷结构。放卷换卷时,待工作辊首先被预驱动。预驱动阶段摆辊信号对预驱动辊不起作用,预驱动辊按所设当前卷径决定转速,其线速度与主机线速度相等。进行换卷动作后,预驱动辊转为工作辊,摆辊信号开始作用,原工作辊则刹车停止。收卷换卷情形与放卷相类似。只不过预驱动辊是按空卷尺寸计算转速的。放卷A及放卷B变频器同时由放卷摆辊获取反馈信号,收卷A及收卷B变频器同时由收卷摆辊获取反馈信号。由于放卷与收卷均需按当前卷径调节摆辊压力,以实现张力锥度。图中放卷B变频器的锥度信号先接至放卷A变频器的“AI1”口,再由“锥度转换”命令选择当前工作辊变频器所产生的气压锥度信号。气压锥度信号由放卷A变频器的模拟输出口“AO”输出。收卷的情形与放卷完全相同。为让卷头平整,启动前要求收放卷处于张紧状态。CHV170变频器内部已具有这一功能。图中,当变频器接收到“张紧”及“运行”命令时,便进行微动直至薄膜材料张力达到设定值。3、PLC逻辑控制本系统的逻辑控制由PLC完成。A.上料控制上料过程,各摆辊信号不起作用,主机以低速运行,其它各段均以该速度开环同步运行。在上料过程,PLC向各段变频器发送“上料”指令,向待启动放料辊变频器发送“预驱”指令,变频器根据这一命令自动屏蔽摆辊信号。B.预张紧为保证初卷的平整,每次启动前须先将要启动的放料卷及收料卷张紧。在该过程,PLC向放料辊及收料辊变频器发送“张紧”及“运行”命令。由于变频器内部已具有该功能,放料辊及收料辊变频器微动直至材料上的张力达到预先设定的张力值。C.联动运行当系统满足联动运行条件时启动设备,PLC向各段变频器发送“运行”命令。系统将按预先在主机变频器上设定的加减速时间加速至所设运行速度,各段摆辊信号投入控制,设备进入正常运行阶段。D.放卷收卷的自动换卷当当前工作的放料卷已达到换卷长度时,PLC自动或通过手动启动放卷换卷程序。PLC先向预备放料辊变频器发送“预驱”命令。变频器接到“预驱”命令时,将根据预先测量设定的卷径加速至与主机具有相同线速度的转速上,并保持该速度运行。在预驱动阶段,摆辊信号对预驱动变频器不起作用。当放料卷的剩余长度达到换卷动作长度时,PLC向换卷机构发出换卷命令。在换卷机构的作用下,行进薄膜由原工作辊转到预驱动辊上。此时,PLC将“预驱”命令撤销,放料摆辊信号开始对新工作辊起作用。同时,PLC对原工作辊发出刹车命令。系统又开始在新放卷辊上正常工作。收卷的自动换卷情形与放卷基本相似。E.停机运行中,当进行缓停操作时,设备先缓停减速至“零速”频率,然后再按惯性滑行方式停机。运行中,系统出现以下情形时,各变频器立即以惯性方式停机,收料及放料辊刹车。1.任一摆辊到达所设极限位置2.任一变频器故障3.急停操作F.PLC
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码






 明月无名
明月无名
本文标题:SMT贴片工艺(双面)
链接地址:https://www.777doc.com/doc-52051 .html