您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 质量控制/管理 > 《高效节能型铝合金燃气连续熔化保温炉
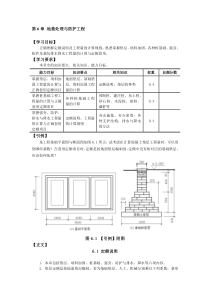
《高效节能型铝合金燃气连续熔化保温炉通用技术要求》团体标准编制说明(征求意见稿)中国铸造协会《高效节能型铝合金燃气连续熔化保温炉通用技术要求》标准起草编制组2019年5月1《高效节能型铝合金燃气连续熔化保温炉通用技术要求》团体标准编制说明——征求意见阶段(一)工作简况,包括任务来源、主要工作过程、主要参加单位和工作组成员及其所做的工作等;根据中国铸造协会2019年《关于重庆大江美利信压铸有限责任公司申请建立相关协会(团体)标准的批复》(中铸协字[2019]21号)。经中国铸造协会总会研究决定,同意由重庆大江美利信压铸有限责任公司主起草并制订《高效节能型铝合金燃气连续熔化保温炉通用技术要求》标准,确定这项标准编号为:T/CFA020308.1—201×《高效节能型铝合金燃气连续熔化保温炉通用技术要求》。本标准由重庆大江美利信压铸有限责任公司提出,由中国铸造协会归口管理。本标准为推荐性铸造协会团体标准,是铸造基础性标准之一。本标准主要由重庆大江美利信压铸有限责任公司、史杰克西热能设备(太仓)有限公司、斯托泰科热能科技(苏州)有限公司苏州春兴精工股份有限公司等单位共同起草。主要成员:何茂1、张焱2、杨海3、钱峰4、陈如宁5、余腾腾6。所做的工作,何茂1负责起草标准文件及项目的整体推进管理。张焱2主要负责并对过程中的征求意见进行修改、整理和完善及标准编写的指导以及制定过程中各种事宜的协调。杨海3、前锋4、陈汝宁5、余腾腾6主要负责标准编制过程的技术指导。立项阶段:2019年初成立起草工作组,确定项目的整体工作计划及主要技术内容,广泛收集项目相关国内外标准和技术资料,进行大量的工艺技术2分析对比、资料查证、调查研究以及必要的试验验证工作;2019年3月召开首次评议会,通过编制组与专家们的共同研讨,同意该项标准申报中铸协团体标准的申请;并就编写内容进行了详细讨论。草稿阶段:2019年6月召开第二次标准编制工作会议。此次会议邀请行业相关专家对编制组提出的标准草稿提出相关修订和改进意见,大江美利信按照这些意见对草稿进行了修订,于2019年7月经过数据补充,内容的修订、修改,形成标准征求意见稿及标准编制说明等相关附件,送标准委及有代表性的标准利益方进行广泛征求意见。征求意见阶段:送审阶段:报批阶段:(二)标准编制原则和主要内容(如技术指标、参数、公式、性能要求、试验方法、检验规则等)的论据,解决的主要问题,修订标准时应列出与原标准的主要差异和水平对比;1、编制的基本原则:压铸工艺是一种高效率、少切屑的近净成形绿色工艺技术。同其他铸造技术相比,压铸是应用最广泛、发展速度最快、技术最先进且效率最高,适应了现代制造业中产品复杂化、精密化、轻量化、节能化以及绿色环保的趋势,广泛应用于汽车、通信、机电和通机等国民经济重点领域。近年来,我3国压铸行业每年都维持10%以上的稳定增长,到2016年,我国压铸件产量突破300万吨,并将在2018年实现395万吨的压铸件产量。但与国际先进企业相比,我国压铸工艺绿色化程度不高的问题仍十分突出,如熔炼、压铸过程能耗高、浇注系统冗余导致材料利用率低、产品报废率居高不下,产品表面质量不高,工艺集中度和智能化程度低,制造消耗品资源循环利用率低等,“低质、低价”的现象仍然严重,高端市场一直被发达国家垄断,如美国、欧盟和日本占据了全球市场的85%左右,国内70%的市场份额被进口产品占据。在“一带一路”、“走出去”、工业转型发展的大背景下,应积极面对“制造全球化”发展的挑战,在产业结构性问题爆发前,大力整改创新,加快产业转型,实现制造全过程工艺及配套设施的绿色化和智能化,对于我国高精度复杂压铸产品这一基础性制造业的转型发展具有重要意义。本标准规定了铝合金压铸制造熔炼工艺规划的总体目标、基本原则、总体框架、主要内容、工作程序等内容,适用于铝合金压铸企业产品工艺规划及旧工艺改造升级。在此标准制定的过程中,依据工信部下发的《绿色制造标准体系建设指南》,落实《中国制造2025》和《装备制造业标准化和质量提升规划》,全面推行绿色制造战略任务,实施绿色制造标准化提升工程而建立的综合标准化体系,具有明确的目标导向性,与《工业和通信业节能与综合利用领域技术标准体系建设方案》(工信厅节〔2014〕149号)相互补充。该《指南》分析了国内外绿色制造政策规划要求、产业发展需求和标准化工作基础,将标准化理论与绿色制造目标相结合,提出了绿色制造标准体系框架,梳理了各行业绿色制造重点领域和重点标准,为成套成体系地推进绿色制造标准化工作4奠定了基础,是推进制造业绿色发展的有力手段。2、标准的主要内容本标准适用于铝合金压铸产品熔炼工艺规划及旧工艺改造升级。主要内容包括高效节能型铝合金燃气连续熔化保温炉的适用范围、术语和定义、炉型结构、技术要求、工艺流程等主要内容。2.1适用范围本标准适用于以天然气为燃料的铝合金集中连续熔化保温炉,需满足国家清洁生产要求。企业应有完备的质量、环境和职业健康安全管理体系,完备的生产工序流程。2.2术语和定义术语和定义主要包括微负压熔化、微负压保温、余热综合利用、余热回收、连续辐射熔化、铝合金熔化单位能耗、燃烧室压力、PID控制、出铝液等术语进行定义。2.3炉型结构炉型结构方面:熔炼工艺系统由投料机、熔化室、保持室、集烟罩等组成。投料机采用双链条单循环外控式,配有过载装置,有效地防止了链条发卡及超载运行带来的设备故障问题。熔化室通过特殊的几何结构设计,使之在熔化室集快速熔化、打渣、清理杂件于一体,从而达到高效节能。铝水熔化后流入保持室,不带浮渣及杂质,炉内铝水清洁,表面直接受辐射加热,使之加热快,炉膛气氛温度低,不易受损,达到高效、节能、寿命长的效果,金属损耗低至1.2%,多阶段连续辐射加热熔炼工艺结构示意图如1所示。5图1铸造企业清洁生产导则标准编制技术路线图熔化炉配备排烟罩对烟气进行有效的收集,达到国家环保标准。熔化炉控制采用人机界面的触摸屏制,操作简单、明了、直观,对数据有直接的跟踪和故障准确判断,达到高效节能的目的。2.4技术要求技术要求主要包含一般要求、炉型结构、燃烧系统、排烟系统、炉口烟尘收集罩、温度测量及控制系统、噪声、机械电气系统、余热回收系统、除尘系统等。2.4.1一般要求2.4.1.1设计安装:连续熔化保温炉应具有相关技术资质的单位进行设计,并符合GB/T3485、GB/T3486、GB/T2587、GB/2588、GB/T2589、GB30078、6YS/T694.1的有关规定。高效节能型铝合金燃气连续熔化保温炉应设有余热回收装置,应采用固定式或旋转式蓄热烧嘴、换热器等节能技术,充分利用烟气余热对助燃空气进行预热,提高炉子热效率。其次,高效节能型铝合金燃气连续熔化保温炉的液压、润滑何气动设备工程安装应符合GB50387的有关规定。2.4.1.2仪表:高效节能型铝合金燃气连续熔化保温炉应配备炉膛及铝液温度指示、记录、调节仪表,指示仪表、记录仪表的精确度等级应符合GB/T13283中的规定。高效节能型铝合金燃气连续熔化保温炉的燃料应有流量测量仪表,还应具备燃料、空气流量比例调节系统,应配备必要的限位开关、按钮和指示灯。2.4.1.3基本性能:高效节能型铝合金燃气连续熔化保温炉基本性能见表1。额定装料/t熔化速率/(t/h)不小于单位能耗/(Nm3/t)不大于烧损率/%不大于炉体外壳工作温度/℃不大于熔池最高允许使用温度/℃63561.25576031.5561.25576021561.2557602.4.2炉型结构炉型应满足生产工艺及产能要求,炉体外壳、炉衬、炉膛、炉门、烧嘴或喷嘴口、烟道口、测温孔、测压孔等几何尺寸及相对位置应符合设计图纸要求。炉膛尺寸应有利于火焰组织和充分燃烧;烧嘴或喷嘴的位置和倾角应7有利于向熔池传热,降低溶体烧损;熔池尺寸、深度和形状应满足传热和生产工艺要求,并保证铝液完全排出且有利于扒渣、搅拌和清炉等操作。2.4.3燃烧系统2.4.3.1燃烧系统的设计应符合GB/T19839、GB6222的有关规定,各管道安装位置和尺寸应符合图纸要求。2.4.3.2应对燃烧所需的各种动力介质(包括助燃风、天然气、压缩空气等)的供应状态进行自动监控,一旦低于设定值,应自动停止燃烧,确保燃烧安全。2.4.3.3对燃烧生成的烟气进行排放,应自动监控烟气排放温度,超出设定值时应可自动停止燃烧和排放超温烟气,确保燃烧系统和烟气处理排放设施的安全。2.4.3.4宜优先采用蓄热式等节能燃烧系统,以满足铝锭的清洁生产要求。2.4.3.5应配备自动点火系统及火焰检测及监控系统,确保燃烧安全。2.4.3.6燃烧系统每次启动应先自动对炉内气氛进行置换吹扫,确保点火安全。2.4.3.7燃气管路应设有过滤装置、流量计量装置、稳压装置,燃气压力应保持稳定。2.4.3.8安全放散应向厂方上空排放,不得朝车间内,且垂直距离地面应不小于30m。2.4.4排烟系统82.4.4.1排烟系统设置应能排出全部烟气,排出的烟气经烟道送入烟尘处理系统,烟气排放应符合有关国家或地方排放标准的要求。2.4.4.2辅助排烟系统应设置烟道闸板,以利于炉膛压力控制和燃烧系统节能。2.4.4.3炉膛压力应采用微负压控制。2.4.5炉口烟尘收集罩2.4.5.1应设有烟尘收集罩对炉口溢出烟尘进行有效收集。2.4.5.2炉口烟尘收集罩应将收集的烟尘汇总至排烟管。2.4.5.3排烟管应设有自动开闭蝶阀与炉门联动开启,实现自动收尘功能。2.4.6温度测量及控制系统2.4.6.1炉温控制系统根据热工工艺要求控制燃烧量的负荷。2.4.6.2应配备铝液温度测量装置。2.4.6.3炉膛温度控制误差应不超过±10℃。2.4.6.4铝液温度误差应不超过±5℃。2.4.7噪声距噪声源1.0m以外的噪声应不大于85dB,现场测试数据见附件1。2.4.8机械电子系统2.4.8.1电控柜应安装在无导电尘埃的环境中,并远离爆炸何腐蚀危险源;2.4.8.2电控装置的可编程控制器应符合GB/T15969.22.4.8.3机械电气安全等符合GB5226.192.4.8.4控制柜防护等级IP542.4.8.5通过PLC对熔化炉的投料、熔化、燃烧器控制、铝液温度、氛围温度、废气温度、液位、出铝液、燃气消耗、安全运行、操作、监控等进行自动控制。2.4.8.6在HMI人机界面上,实时显示炉子的工作状态及故障信息,如炉子燃烧器工作状态,加料机工作状态,炉门开关状态,炉子各区域的温度,加入取出铝料重量,燃气耗用量及相关的记录曲线等。(见图2)2.4.8.7通过炉体称重系统、HMI人机界面和必要的软件实现每个班次天然气的耗量、烧损等统计等的统计分析。图2HMI人机界面示意图2.4.9余热回收系统2.4.9.1机械电气安全等符合GB5226.1-2008。2.4.9.2采用PLC自动控制,通过自动调整烟气管路风阀的开关,高温、高压、断电保护等,实现自动控制余热锅炉的温度及压力等,保证系统的正常运行及安全。2.4.9.3通过HMI显示运行参数,监测系统的运行状态并进行存储记录。2.4.9.4经过余热锅炉吸热后,烟气温度降温到130°C以下。102.4.9.5余热回收系统应充分保证不影响熔化炉、除尘系统的正常、安全运行。2.4.10除尘系统除尘系统采用PLC自动控制,通过压力变送器及变频器实现抽风机的闭环PID控制,使抽风管路保持恒压,大幅度提高除尘的稳定性,并节约了能源。通过HMI监控设备整体运行状态,动态显示设备工作状态、故障显示、诊断、实时报警功能等。烟尘排放≤10mg/Nm3、硫化物、一氧化碳、氮氧化物达到国家排放标准。2.5工艺流程主要工艺流程图见图3投料预热熔化保温出铝液图3铝合金熔化工艺流程图2.5.1投料工艺流程2.5.1.1投料前应及时清理铝渣,减少铝渣未及时清理形成的刚玉瘤;2.5.1.2投料应采用铝合金锭或者回炉料交替混合添加方式,回炉料或者铝锭重量不允许超过加料机额定加料重量;禁止回炉料或铝锭超过加料车自身高度;2.5.1.3材料要求应满足:50%的铝合金锭重量7—8kg,长度6
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码
![钢筋机械连接通用技术规程_条文说明[1]](/doc-136728.png)


 shanglinnan
shanglinnan
本文标题:《高效节能型铝合金燃气连续熔化保温炉
链接地址:https://www.777doc.com/doc-5255016 .html