您好,欢迎访问三七文档
当前位置:首页 > 办公文档 > 工作范文 > TBM掘进机盘型滚刀的研制
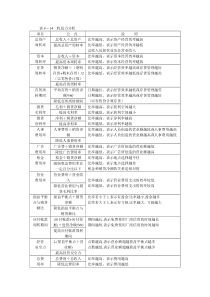
1TBM掘进机盘型滚刀的研制刘春(中国铁路工程总公司,北京100055)摘要:TBM刀具是关系TBM掘进速率的基本要素。通过对刀具工作条件的分析和研究,指出刀具寿命与岩石完整性及其在刀盘的位置相关;提出关于整刀及其刀圈、刀体、刀轴、托架、轴承、油封等部件选材、热处理和加工精度的技术指标要求以及相应试验方法和原则:最终以刀位系数作为刀具评价标准,选取优良刀具进行现场试验。关键词:随道;施工设备;TBM掘进机;盘型滚刀;研制自1997年我国引进TB880E掘进机(以下简称TBM)以来,已成功将其应用于秦岭、磨沟岭和桃花铺等隧道的掘进施工,提高了施工速度,降低了工程成本。但在施工实践中,仍存在刀具消耗量大、更换耗时等问题。掘进机使用盘形滚刀在岩面滚压破碎岩石,掘进成洞。作为破岩工具,盘形滚刀刀具磨损速率直接影响隧道掘进速度和掘进成本,尤其使用大直径TBM在硬岩中掘进,消耗盘形滚刀的数量更大,影响就更为突出。据统计[1],TBM每掘进10.865km(直径8.8m),盘形滚刀破碎岩石66xl04m3.使用各类盘形滚刀1201套,消耗各类刀圈4218个,更换刀具轴承2239套。为减少刀具消耗数量,降低购买成本,结合施工实际,开发研制了新型TB880E掘进机盘型滚刀。1TBM施工对盘形滚刀的使用要求在掘进过程中,盘形滚刀要承受伴随破岩过程产生的高强度冲击与振动、剧烈摩擦和温度的变化,造成刀圈磨损乃至断裂、密封损坏而漏油、轴承疲劳损坏和碎裂、联接螺栓松动或断裂等一系列损坏,使盘形滚刀失去破岩能力,必需更换与检查维修。TBM施工对盘形滚刀提出以下使用要求:(1)刀圈必须具备高应力下的耐磨性和冲击韧性:(2)盘形滚刀必须具有较高的承载能力,在巨大压力和强烈振动的工况下能正常运转、破岩:(3)轴承有充分的润滑和可靠的密封;(4)盘形滚刀在刀盘上安装固定可靠,在振动与冲击的作用下,盘形滚刀螺栓不松动、断裂。2盘型滚刀工况2.1盘型滚刀在大刀盘上的布置如图1所示,在TB880E刀盘上有6把中心刀、62把面刀(正滚刀)、3把边刀,共计71把刀2进行掘进,另外还有2把扩孔刀,作为更换边刀时扩孔之用。图1盘型滚刀布置图图2显示了正滚刀的组成:刀圈热压在刀体上,由挡圈保持了它的轴向位置,防止窜动;轴承提供刀圈切削过程中的被动回转功能,否则就会发生偏磨,它同时能承受正常状态下25t推力;两个端盖使滚刀成为一个整体,靠托架和楔形垫块安装在大刀盘上。3图2正滚刀剖面图2.2掘进机破岩机理如图3所示,掘进机切削岩石的机理是:掘进时,盘型刀沿岩石开挖面滚动,通过大刀盘均匀地在每把盘型刀上对岩面施加压力,形成滚动挤压切削而实现破岩。大刀盘每转动一圈,盘型刀将切入一定深度,在盘型刀刀刃与岩石接触处,岩石被挤压成粉末,从这个区域开始,裂缝向相邻的切槽扩展,进而形成片状石碴。图3掘进机破岩机理示意图(2)2.3刀位磨耗标准4如图4显示:一把新的17英寸盘形滚刀其外径尺寸为432mm,切削中刀圈被磨耗,当顶高磨耗了38mm时(外径减小为356mm),必须更换新的刀具。在换刀和进行刀具调位时,相邻两把刀的高差应控制在15mm左右,最大不超过25mm,以减少相邻刀具之间所受推力的不平衡,而这种不平衡力有时可能是刀具承受正常受力的10倍,使盘形滚刀的损坏概率增加。图4刀位磨耗标准图(3)分析得知,刀具磨耗高度不同状况下,切削效果有较大差异:经过计算,一把新的盘型滚刀以5mm切入深度(ip)切削岩石时,刀刃与岩石接触面积(Ac)是1076mm2.此时刀具对岩石产生的挤压应力(σ)是232.22MPa。当盘刀在高度上的磨蚀量(t)为10mm时,Ac=1688.51mm2,σ=148.05MPa:当t=30mm时,Ac=2207.5mm2,σ=113.25MPa;当t=38mm时,Ac=2620.20mm2,σ=95.40MPa。由此可以看出,当使用482mm的盘型滚刀,刀圈高度上的磨耗量达30mm时,刀刃与岩石接触面已为2207.5mm2的矩形面,它对岩面的挤压力已减少为113MPa左右,此时刀具对岩石的切削转入以磨削为主,刀具的切削,作用大为降低,切削速度明显下降。2.4TBM在不同围岩下切削时,刀具寿命不同从表1中可以看出,刀圈的消耗比率(即掘进百米时刀具消耗数)与岩石完整性成正比,即岩石的完整性越高,刀圈磨耗越快,例如Kv值越大(岩石越完整)、Jv越小(岩石单位体积的裂隙数少),则百米耗刀量就越大(而岩石抗压强度对刀具消耗的影响率相对要小一些)。表l刀具寿命表(4)序号掘进里程掘进长度/m掘进速度/mh-l岩石完整系数Kv节理体积数Jv岩石干燥抗压强度/Mpa刀具消耗数量/把刀具掘进消耗率把(100m)-1岩性1DK66+550-7802301.590.75121237331.742DK65+370-445751.420.8110942432.003DK67+380-430501.180.8271002040.00混合片5麻岩4DK67+930-960350.970.8561301440.005DK66+370-5501800.900.88616414580.566DK69+720-9802601.170.91417913150.40混合花岗岩2.5刀具在刀盘上的刀位不同,其磨耗率不同图5是不同刀位下刀具磨耗统计图。从统计图上看出,中心刀及1号~30号刀位的正滚刀,受力状态和磨耗相对小一些,而52号~60号、63号~65号刀位的工况要恶劣的多,消耗也大的多。图5不同刀位下刀具磨耗统计图3盘型滚刀研制内容正滚刀的研制包括刀圈研制,刀体、刀盖、刀轴、托架等主要零件的选材、加工,以及轴承、浮动密封、安装螺栓的选用。3.1刀圈为保持刀圈良好的耐磨性和足够的韧性,刀圈的试制重点是刀圈材料选用及热处理方法的研究。进口刀圈含碳量0.5%,是含有Cr、Mo、V、Si等合金元素的热作模具钢,钢材材质优良,刀刃断面流线清晰,硬度均匀,热处理后表面硬度HRC56-HRC58,截面硬度HRC54-HRC56,显微组织为回火马氏体及少量细小颗粒状碳化物。经对失效刀圈分析,认为刀圈发生崩裂,是由于巨大冲击造成,刀圈磨损主要是切削式挤压造成,属高压力碾压式磨料磨损。对进口刀圈材料的化学成分分析和机械性能测试结果见表2和表3。6表2进口刀圈材料化学成分w/%分析单位CSiMnPSCrMoV非金属夹杂物戚所0.510.940.270.0150.0014.951.410.801级一重0.541.000.300.0220.0054.891.260.87九久0.500.760.320.0320.0195.151.170.72南齿0.500.950.340.0200.0155.121.240.90A0.5.B0.5,CO,DO表3刀圈材料机械性能测试单位硬度/HRCσb/MPaδ5/%ψ/%Akv/Jσbb/MPa威所54~56204552510.2511.13448一重56~572040-20655~68.5-116~8九久54~5720505.51014南齿56~57为解决刀圈耐磨性和韧性的统一、协调关系,在生产工艺方面,采用模锻成形毛坯工艺,虽第一批投入较高,但提高了质量,降低了原材料消耗;同时进行刀圈碾压成形毛坯锻造工艺研究,设计出碾压模具和工艺流程,使刀圈毛坯流线分布合理,加工余量少,节省材料。此外,在精加工过程中和过程后进行100%探伤检查,加强探伤检测工作。3.2刀体、刀盖、刀轴、托架的选材、加工刀体、端盖、刀轴等零件是盘形滚刀的主要加工件,它们承受很大的冲击载荷,除挡圈外均使用中碳合金钢制作,并经调质处理。在刀体加工中,注意控制安装轴承的两内孔的同心度、刀盖加工中φ100mm内孔与托架安装面的不平行度和刀轴两侧各4个M16螺孔的不同轴度的位置精度,使用专用夹具或数控机床进行加工。由于托架的外锥面与垫块的内锥面需配合使用,要求互换,因此除要求锥度准确外,还要求锥面高度误差不能大,必须用专用的测量工具测量。3.3轴承、浮动密封、安装螺栓的选用TB880E型TBM的原装正滚刀与边刀均使用美国TIMEKE公司生产的HH224310-HH224334型加重级圆锥滚子轴承,每把刀两套。轴承外径φ212.725mm,内径99.925mm.宽66.675mm.额定动载荷63t,额定静载荷90.61t。与试制的同类轴承进行试验。TB880E型TBM原装正滚刀、边刀、中心刀均使用德国7697H2300浮动密封。该浮动密封尺寸φ2277mmX15mm.“0”型圈尺寸212mm×9.5mm。与研制的同类浮动密封和“0”型圈进行试验。安装正滚刀与边刀的M24*230-10.9级螺栓工作条件恶劣,一旦松动或断裂,就会造成一把整刀的报废,使用量也大。经调研,选用上海标准件五厂M24*230-12.9级和上海高强度螺栓厂M24*230-10.9级螺栓代替进口件装机使用。3.4轴承选用在秦岭隧道混合片麻岩地段,其干抗压强度为150MPa~300MPa,掘进机推力常保持为14MN~17MN。进口轴承使用平均寿命为287当量小时。试用的国产轴承为146当量小时~257当量小时。试验数据如表4。表4秦岭隧道试验数据刀位号掘进数/m工作当量小时/h刀位号掘进数/m工作当量小时/h313234240.9175.5168.5245.2160.9146.8484954240.9240.9240.9239.0257.5251.3在磨沟岭隧道石英云母片岩和大理岩地段,干抗压强度为120MPa,掘进机推力常保持为7MN~15MN.后期为12MN~16MN,进口轴承的使用寿命为600当量小时~900当量小时,最高达到1200当量小时。试用的国产轴承为606当量小时~886当量小时,最高达到1247当量小时,试验数据如表5。表5磨沟岭隧道试验数据刀位号掘进数/m工作当量小时/h刀位号掘进数/m工作当量小时/h60,61,1053,57581663,65361313.21609.91579.51683.0619.21343.41200.21208.51247.2606.3633.6691.4720.3543,1437,1732,4033,551058.01767.61251.6954.5609.3625.5886.5680.9732.7850.18在正常使用条件下,轴承的失效是以滚动面上的疲劳损坏面积来衡量的。其寿命为产生这一疲劳损坏的工作小时。不同工况,对滚动面疲劳剥落的大小可以有不同的要求,例如TIMKEN轴承的工作寿命是产生6mm2疲劳剥落时的工作小时,大于这一要求,认为工作寿命可以延长。盘形滚刀轴承的转速不高,它在破岩时主要要求轴承的承载能力,而对运转精度没有高的要求,表面疲劳剥落面积可考虑适当增大,以降低轴承消耗,尽可能地将轴承额定寿命的潜能力发挥出来。在分析轴承的状态变化后,将轴承工作寿命(特定地质条件下)计算值提高为900h。试验数据如表6、表7所示。表6研制轴承试验当量小时数据累计值刀体号2011201220132025202620246732580020342008783累计当量小时/h886.56063921.71208.51247.212006337850.1335.8602.24735.9525.5从试验状态得出:选用的轴承可在正刀的各刀位上掘进使用,寿命已达800h。(但使用寿命与TIMKEN轴承最终比较,待进一步考核)。从价格、寿命上比较,目前可替代进口件使用。表7进口轴承试验当量小时数据累计值刀号运转当量小时/h刀号运转当量小时/h218A241222A168Nl0017627611106866970982902919451240A174283671N1002855H101274172941711719725363424装机掘进试验对所试制的刀圈、盘形滚刀总成及盘形滚刀的安装件进行装机掘进试验,以考核自行研制盘形滚刀与国外同类产品的掘进对比性能,为使用、评价和改进提供依据。4.1刀圈掘进对比试验刀圈试验是考核刀圈在不发
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码


 残影≠妖颜
残影≠妖颜
本文标题:TBM掘进机盘型滚刀的研制
链接地址:https://www.777doc.com/doc-5308778 .html