您好,欢迎访问三七文档
当前位置:首页 > 行业资料 > 造纸印刷 > 丝网印刷岗位培训教材(无背景)
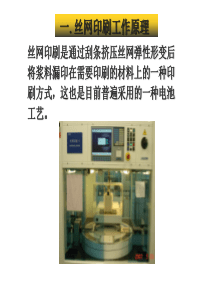
一.丝网印刷工作原理丝网印刷是通过刮条挤压丝网弹性形变后将浆料漏印在需要印刷的材料上的一种印刷方式,这也是目前普遍采用的一种电池工艺。二.丝网印刷操作流程1.检查并打开总电源,将电源开关从绿色“0”打到白色“1”,并确认总电源已经开启。此时可以看到印刷机的照明电灯开启。2.检查并打开压缩空气,真空并确认压强符合要求。真空压强要求在-0.060至-0.07MPa,压缩空气在0.6至0.8MPa。真空压缩空气3.等待电脑自动启动,启动后印刷控制程序将自动加载。如果没有自动加载请按照如下步骤操作:依次单击Start—Program—Baccini—Print.exe,等待程序启动后激活辅助电路,按下控制面板上的“AUXIZARIESStarting”按钮将看到印刷台面闪光,同时听到“啪”的一声。4.取出相应型号的网版,固定在网版框上,装上丝网印刷机并按下F4键锁住网版,同时可听到“啪”的一声响,用手可以感觉到网版将无法取出。安装好回墨刀和刮刀,加载相应的工艺文件。5.新加载的工艺文件,设备必须复位才能使用。此时将机器的模式转到自动运行模式后,点击“CYCLERESET”按钮进行机器整体复位。在“AlarmMessage”中将看到复位的消息。复位完成后,等到烘箱温度到达工艺设定温度后即可点击“CYCLESTART”开始运行机器。6.将镀好膜的硅片镀膜一面朝下放到承载盒内,将充分搅拌好的浆料沿刮刀方向倒在网板上用白纸进行试印刷,以保证印刷电极的完整性和均匀性。CYCLESTART运行键CYCLERESET复位键三.丝网印刷常用参数丝网印刷程序界面工具栏中C对应21-Cycle其对应的参数如下:1.Enablemagazineloader(上料有效)选中后上料台会自动上料。在机器正常运行时此选项被选中。2.EnablePrinting(印刷有效)选中后印刷头才会印刷。3.EnableWaferAlignment(硅片位置校准有效)选中后通过1#摄像头自动检测电池片的位置参数。4.EnableScreenAlignment(网板位置校准有效)选中后通过9#和10#摄像头自动检测网板的位置参数。5.CheckBreakageBefore(检查上料硅片是否破损)选中后通过1#摄像头检查上料硅片是否破损。6.EnableOvenHeating(烘箱加热有效)选中后烘箱加热,用来烘干硅片的印刷浆料。7.EnableUnloadOven(烘箱下料有效)选中后机器将会把烘箱内的硅片全部做完,然后自动停止。8.EnableBypassOven(跳过烘箱有效)选中后将运行机器,但是印刷后的硅片并不进入烘箱,而是直接通过烘箱的行走臂进入下一道工序。9.CheckBreakageAfter(检查印刷后有无破损硅片)选中后通过13#摄像头检查印刷后下料硅片是否破损。工具栏中P对应22-printparameters其对应的参数如下:1.PRINTING(印刷方式)选中后设备将运行相应的印刷方式。Alternatesqueegee(不刮浆料交替印刷)Doublesqueegee(不刮浆料每片印刷两次)Squeegeeandflood(先印刷后刮浆料)Floodandsqueegee(先刮浆料后印刷)2.Snap-off(丝网间距)印刷时网板与印刷台面之间的距离。丝网间距的数值设定是根据Z轴来确定的,以印刷台面为零位,规定向上为负值,向下为正值。在保证印刷的前提下,丝网间距越小越好,严禁为正值。太小易粘版或模糊不清,过大易印刷不良和破坏网板,第二道可适当加大间距。3.Park(印刷后停止时网版的位置)4.Speedupward(网版上升速度)印刷后网版脱离印刷台面时的速度。5.Down-stop(印刷时刮刀向下运行的深度)以印刷时网版下平面为零点位置,向下为负值,向上为正值。这个参数的大小决定了印刷时刮刀下压网版时网版形变的大小。刮刀向下深度越深印刷的厚度就会变薄,反之印刷的厚度就会变厚。6.Pressure(压力)印刷时印刷头在网版上所施加的压力。印刷时刮刀在网版上所加压力的大小决定印刷浆料厚薄。7.Position1—Position4印刷时印刷头行程的起点和终点位置。8.Printingspeed(印刷速度)印刷时刮刀在网版上运动的速度。速度越快印刷的浆料越厚,反之则印刷的浆料越薄。9.Floodspeed(回刮浆料速度)印刷后回墨刀在网版上回刮浆料的速度。10.X、Y、Thetapieceoffsets(印刷硅片位置)调整相应的X轴、Y轴以及转角的角度以适应硅片的印刷,使印刷图形符合我们印刷要求。X轴为左右调整,Y轴为上下调整,T为角度调整。11.DelayAfterPrint(印刷延时)当硅片移动到印刷位置时停留的时间。工具栏中对应24-OperatorData此菜单主要是将Cycle和Printparameters内的针对生产线的操作工的一些常用的手动操作选项及参数列出。其对应的参数如下:1.PRINTHEAD印刷头上升(RAISE)和下降(LOWER)的手动状态下的控制。2.PRINTSQUEEGEE刮刀前(FOR)后(BACK)运动手动状态下的控制。3.FLOODSQUEEGEE回磨刀上(UP)下(DOWN)运动手动状态下的控制。工具栏中对应31-OvenTemperature此菜单主要显示烘箱的四个温区的温度。其对应的参数如下:1.Status显示目前温区的工作状态2.TimeOn对加热管的功率输出3.T.Real温区内的实际温度4.T.Set温区内的温度设定5.TemperatureControlRange温度误差设定当烘箱从冷备用状态开始加温时,如果此参数设定偏小,设备会报警,此时需要将此参数加大,等温度上升到设定温度后再根据工艺的要求修改此参数工具栏中对应41-ElmoAxisParameters此菜单主要用于调整设备各个电机的参数,具体电机如下:10MGLoadWalkingBeam上料行走臂11MGprintheadX印刷头X轴12MGprintheadY印刷头Y轴13MGprintheadtheta印刷头Theta轴(旋转)14MGprintheadZ印刷头Z轴(上下)15MGSqueegeeInput/Output刮刀前后轴16MGSqueegeeUp/Down刮刀上下轴17MGLoadWalkingBeamUp/Down上料行走臂上下18MGLoadliftprinttable上料印刷台顶杆19MGRotationtable印刷旋转台20MGUnloadliftprinttable下料印刷台顶杆21MGUnloadWalkingBeam下料行走臂22MGUnloadWalkingBeamUp/Down下料行走臂上下23MGWalkingBeamFrontcentgripper行走臂的中心定位装置(前)24MGWalkingBeamRearcentgripper行走臂的中心定位装置(后)70MGOvenFrontClamps烘箱内抓手(前)71MGOvenRearClamps烘箱内抓手(后)72MGOvenClampsUp/Down烘箱内抓手上下73MGOvenRotation烘箱内托盘的旋转电机50MGLoadMagazineLifter上料承载盒的顶杆51MGLoadPickupMovement上料吸片后Y轴移动电机的具体参数描述:KPProportionalConstantPID参数中的比例调节KDDerivativeConstantPID参数中的微分调节KIIntegralConstantPID参数中的积分调节SFSmoothFactor电机的平滑参数SPAxisSpeed设定电机的运转速度ACAxisAcceleration设定电机的加速度DCAxisDeceleration设定电机的减速度FLAxisPositionPositiveLimit设定电机行程的正极限BLAxisPositionNegativeLimit设定电机行程的负极限AxisMicron/StepResolution电机的位移精度DPAxisHomePosition在编码器零位时电机的位置CLContinuosCurrentLimit驱动器允许的最大持续电流※修改完参数先按Confirm/Send按钮确认,然后按SaveAxisData按钮保存修改的参数。电机参数中除AC/DC(调整范围为10-30%)外,其它参数的调整只能由设备人员负责。工具栏中对应51-CameraPieceAlignment其对应的参数如下:1.PieceSelectionSize硅片尺寸的选择2.WaferAlignmentReference硅片校正时的参考点3.CellCameraAlignmentResults硅片校正后的实际位置4.ScreenCameraAlignment丝网基准点的校正并显示其实际位置工具栏中对应63-MachineTimers其对应的参数如下:1.cameradelaytime摄像头延迟时间2.disableflip-overvacuumtime翻转台真空释放时间3.conveyorsbeltrunningtime上料传送带运行时间4.closeloadcenteringdevicetime硅片在行走臂上中心定位爪子闭合时间5.enable/disabletablevacuum台面真空开启/释放时间6.up/downfloodsqueegeedelaytime回磨刀上下延迟时间7.flip-overafterrotationdelaytime翻转后延迟时间8.disableloadsuckersvacuum上料真空释放时间9.detachmagazinepieceblowairtime风刀吹风时间10.loadsuckersdowndelay上料吸嘴下降气缸延时工具栏中对应64-ManualCommands这是手动操作界面,Jog+和Jog-在操作面板上有相应按钮,这个操作界面必须在手动状态下方可操作。其对应的参数如下:01Loadbuffersconveyorbelts上料传送带02Loadpositionstop&godown/up料盒位置03Per-loadpositionstop&godown/up上料盒位置04Load/unlockmagazine(loader)上料盒升降05Detachingairblowpiece吹气06Up/downloadsuckers上料吸嘴上下07Suckervacuum吸嘴真空08Loadsuckerspickupleft/right上料吸嘴上下移动09Loadwalkingbeamcenteringdevice卡口的松紧10Loadwalkingbeamup/down上料行走臂上下运动11Loadwalkingbeamleft/right上料行走臂左右运动12Loadlifterprinttableup/down上料顶针上下13Loadupcenteringdevice上料卡口14Tableposition1vacuum1号台面真空15Tableposition2vacuum2号台面真空16Tableposition3vacuum3号台面真空17Tableposition4vacuum4号台面真空18Unloadlifterprinttableup/down下料顶针上下19Printingfloodsqueegeedown/up刮刀的上下20Ovenrotationslowspeed烘箱慢速转动21Ovenrotationhighspeed烘箱快速转动22Flip-overvacuum翻转台的真空工具栏中对应66-ProductionReport相应参数如下:1.MachineTurnOnTime设备运行的总时间2.MachineWorkingTime设备工作的时间3.MachineProductpieces印刷硅片的数量四.丝网印刷的照点操作1.停机相关操作:按红色“STOP”键2.转为手动
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码


 擎天之柱子
擎天之柱子
本文标题:丝网印刷岗位培训教材(无背景)
链接地址:https://www.777doc.com/doc-53510 .html