您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 经营企划 > 我国钢桥制造业的发展之路―钢桥制造计算机信息处理系统
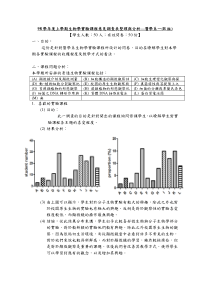
我国钢桥制造业的发展之路―钢桥制造计算机信息处理系统史永吉铁道科学研究院内容1.前言3.2日本钢桥制造发展概况2.我国钢桥制造现状3.3思考2.1钢桁梁的制造4.钢桥制造信息处理系统简介2.2钢箱梁的制造4.1钢桥制造计算机信息处理系统的构成2.3钢塔制造2.4钢管拱的制造5.结束语4.2钢桥制造传统作业与信息处理系统作业的比较2.5桥梁制造工艺的进步3.钢桥年产量增长引发的问题及思考3.1我国钢桥年产量增长及生产能力传统的钢结构制造业与飞机,汽车等制造业相比,在工艺流程的合理化,在加工的自动化、数控(NC)化、机器人焊接以及全过程计算机连贯信息处理系统等方面有相当大的差距,甚至在引入社会先进技术方面比船舶制造业亦有较大差距。具体说,我们钢桥制造业虽然在某些工艺上、在计算机应用上、在先进设备引进上有了较大进步,但仍然脱离不了传统的钢结构制造模式,即把各工序分割开来实施,如由设计图转换成制造图,配料、NC切割、NC制孔、组装焊接、预拼装等各工序不是连贯处理,这就不可避免造成重复性工作(NC数据重新输入等),也难以避免人工校核产生尺寸上的差错。而且,组装焊接未形成自动化流程,焊接变形过分依赖人工热矫形和冷矫形,预拼装仅限于局部平面预拼等,这些工艺含有过多的人为因素的影响。另外,近年来随着公路、铁路和城市交通工程的快速发展,建设了大量桥梁。我国钢桥产量虽没有准确统计,据估测,1990年以前,钢桥年产量长期徘徊在几万吨,现在年产量已达60~70万吨(包括深水基础钢管桩等结构),今后较长时期内仍将继续增加。钢桥制造厂也从原先的2~3家发展到20余家。尽管如此,由于生产能力较低,仍然不能适应钢桥建设的需求。由此可见,如何在不断进步的钢桥制造业中注入新的科学技术,钢桥制造技术发展走什么样的道路,始终是我们面临的新课题。而当前昀主要的课题就是开发钢桥制造计算机信息处理作业系统,解决需求与产能的矛盾,克服高素质技术人员短缺、产品质量受人为因素的影响,生产效率低,成本投入高,效益低等问题。1.前言2.我国钢桥制造现状钢桥制造是把整体结构拆散成板件,再渐次组装连接成构件、节段、直至整体。从制造角度看,根据钢桥结构形体和构造的不同,可区分为杆系结构、板系结构和管系结构。它们在单元体的划分、下料切割、构件或节段的组装和焊接、连接成桥梁整体等方面有很大的不同。以下是这三种结构体系桥梁的代表实例,见图片1、2、3、4,分别为芜湖长江大桥(公铁两用矮塔斜拉桥),主桥跨长180m+312m+180m;正在施工的苏通长江大桥(公路斜拉桥),主桥跨长2X100m+300m+1088m+300m+2X100m;南京长江三桥(公路斜拉桥),主桥跨长63m+257m+648m+257m+63m,钢塔钢箱梁;贵州北盘江大桥(铁路钢管混凝土拱桥),主跨236m。图片1a芜湖长江大桥图片1b芜湖长江大桥弦杆构造图片2a苏通长江大桥图片2b苏通长江大桥钢箱梁断面图片3a南京长江三桥壁板加劲肋(δ22~24mm)壁板(δ30~48mm)腹板(δ32mm)横隔板(δ14mm)腹板加劲肋(δ22mm)横隔板加劲肋(δ10mm)图片3b南京长江三桥钢塔断面图片4贵州北盘江大桥①杆系结构是指工字形的板梁桥和由H形断面和口字形断面等构件组成的桁梁桥。通常工厂用焊接制成构件,工地用高强度螺栓连成整体结构。桥梁几何线形主要由栓孔尺寸线控制。②板系结构是指由带纵横加劲肋的板单元件组成的箱梁,如连续箱梁、悬索桥和斜拉桥的箱梁。通常在工厂焊接成带肋的板单元件,运至桥位附近组装成箱梁节段,再运至桥位吊装连成桥梁整体。桥梁几何线形受组装精度和焊接变形影响较大。③管系结构是指钢管拱桥。通常在工厂制成管状拱肋节段。现场悬臂安装,跨中合龙;或者桥位岸侧拼装成半跨,转体就位、跨中合龙。拱轴线形受拱肋制造精度和焊接变形的影响。本节就这些结构的制造现状作一概要介绍。2.1钢桁梁的制造以往我国钢桥主要是板梁和桁梁,通常厂内制成焊接构件,用机器样板在构件和拼接板上制孔,厂内实施局部平面预拼装,现场用摩擦型高强度螺栓连成整体。制造步骤如图1所示。作为公路悬索桥和斜拉桥的加劲梁,我国从20世纪末建设的虎门珠江桥、西陵长江桥、厦门海沧桥和江阴长江桥开始,至今已有20余座桥梁采用钢箱梁。钢箱梁高约2.5~4.5m,宽约20~40m,全长约数百米至2000多米。在吸取国外经验和其他行业先进技术的基础上,研究了一整套钢箱梁制造工艺方案。(1)合理的划分板单元件及陶瓷衬垫单面焊双面成型技术的引入。使95%的焊缝处于俯焊位置施焊。(带纵横肋的桥面板100%为俯焊),极大地改善了直接承受轮载的桥面板的疲劳性能和焊工劳动条件。(2)结合钢箱梁构造特点,制造分为带纵横肋的板单元件、钢箱梁节段和桥位吊装后全断面对接焊三个阶段,并开发了板单元件组装、节段连续匹配组装、以及焊接变形综合控制技术等。确保了箱梁桥的几何精度,缩短了制造周期,降低了成本。(3)提高了组装和焊接的自动化、切割和制孔的数控化作业程度。基本实现全焊钢箱梁。2.2钢箱梁的制造大型钢塔需分段在厂内制造,桥位逐段垂直吊装,为此,要求较高的制造精度:塔柱垂直度≤1/10000,节段轴线与端面直角度≤20”,节段之间金属接触率≥50%。因此,要求更先进的制造和机加工技术。(1)在钢箱梁制造工艺基础上,开发了钢塔节段的组装焊接工艺,确保了几何精度。(2)在节段端面机械切削加工中,引入了大型NC切削机床、计算机反力控制系统和高精度自动跟踪激光测量系统,并通过计算机处理系统,求得节段轴线、端面平面度和直角度,依此直接指导切削加工和加工后的精度检验,实现了用NC作业法代替了传统的划线作业法。(3)在钢塔预拼装中,开发了由代表节段几何形体特征点的3-D坐标测量值,直接进行计算机三维预拼仿真技术,检验了钢塔的制造精度。钢管拱桥的拱肋可分为曲线拱肋和折线拱肋。为此,开发了钢管的成形和焊接,6-D()相贯线坡口切割,现场悬臂拼装,管截面对接焊,管-管间相贯线全位置焊等技术。ZYX、、ZYXθθθ、、、2.3钢塔制造2.4钢管拱的制造2.5桥梁制造工艺的进步我国钢桥制造虽未摆脱传统的钢结构加工模式,但在许多工艺上已取得了长足进步,在一定程度上提高了生产效率,稳定了质量,降低了成本。表1列举了部分工艺改进前后的比较。3.钢桥年产量增长引发的问题及思考3.1我国钢桥年产量增长及生产能力据估测,从上世纪50年代至80年代末,由于钢材供应及经济能力所限,我国钢桥年产量在几万吨徘徊,主要用于铁路桥,包括新建桥和旧桥更换。90年代以后,随着高速公路和城市交通的发展,大跨度悬索桥、斜拉桥、拱桥和城市组合结构桥梁骤增,钢桥年产量快速递增,90年代末约30万吨,2005年约40~50万吨,若计及深水基础的钢结构(钢管桩等),钢桥年产量约达60~70万吨。从今后桥梁发展来看,钢桥年产量仍然继续快速上升。随着钢桥需求的不断增加,钢桥制造厂也由昀初的2~3家增至20余家。然而,在传统的钢桥制造技术的基础上,生产能力受到很大制约。虽然少数几家大型钢桥制造厂的年产量已达5~8万吨,而人员投入较多,技术管理人员约200~400人,技术工人员约600~1000人,即使如此,仍要雇用大约相当于本厂人数一半的社会技工直接参与钢桥制造,才能完成上述产量。这不仅暴露出需求和产能的矛盾,技术人员和技工的不足,甚至影响了钢桥的制造质量。3.2日本钢桥制造发展概况这里,借用日本钢桥制造的发展历程,来看看他们是如何解决需求与产能、人力资源缺乏等矛盾的。图2为日本钢桥年产量的变化。从二战后50年代经济恢复期的年产量10几万吨,经历了经济快速和高速增长期,到90年代年产量达90万吨,到21世纪初随着需求的减少,回落到60万吨。昀初,也是由少数几家专业厂制造钢桥,随着钢桥产量需求的增加,一些钢结构和造船厂参与制造钢桥,昀多达30余家,但仍然感到人力资源缺乏,生产效率低,不能适应产量增长的需求。因此,除了引入社会上的先进技术、工艺和设备(NC切割机、NC制孔机、焊接机器人等),推进作业流程化、自动化、NC化和加工精细化外,在上世纪70年代,由16家厂商(后逐渐增多)联合开发钢桥制造计算机信息处理系统,即把钢桥制造全过程(从设计图纸转换直到制成构件后的预拼装)作成一个统一的计算机处理系统。从而,400~500人的制造厂年产量可达10万吨以上,大大节省了人员,提高了生产效率和产品质量的稳定性,降低了材料的消耗和成本。至今,该系统仍在不断补充和完善,以便使各项工艺更加先进、合理和规范,并使系统功能不断扩充和完备。图2日本钢桥年产量的变化3.3思考比较我国和日本的钢桥制造的发展,不难看出,我国正处在钢桥建设的发展期,产能、质量稳定性和制造周期与需求不适应的现象日益显著,如何能解决这一问题,日本钢桥制造技术的发展值得借鉴。引入钢桥制造计算机信息处理系统,结合我国实际情况加以开发和扩充,现在是昀好时机。4.钢桥制造信息处理系统简介由于钢桥结构形式的多样化,即使结构形式相同,因荷载、跨长的不同,结构中每一构件的断面及其连接也各不相同,每一座桥都有自己的设计图,一座桥一个样,各不相同。与机械、汽车、飞机等相比,钢桥是典型的品种多,定型化、批量化少的产品。因此,即使求得钢桥制造工艺的合理化和自动化,要达到高效率、低成本的目的仍然是不可能的。必须开发钢桥制造计算机信息处理系统,从输入设计图尺寸,到输出制造图、材料清单、NC数据、组装焊接资料、预拼装结果等,全部由计算机处理,才能使钢桥制造合理、省力、精细、高质高效。以下对该处理系统作一概要介绍。4.1钢桥制造计算机信息处理系统的构成图3为钢桥制造全过程计算机信息处理作业系统。该系统包括钢桥制造所有程序并用计算机连续处理,具体如下:(1)设计图转换成制造图①输入桥梁结构整体线形各节点的3-D座标,预拱度值,各主构件、辅构件(指横隔板、横梁、平纵联接系,横向连接系等,及其拼接板或连接板的材质、断面尺寸、板厚及长度。各部件的配置图(栓孔线、焊接线等)。②输入有关数据库资料z输入有关制造标准(精度误差),设计要求(预拱度等);z建立工艺性资料,如焰切熔口宽度,不同状态下的焊接收缩变形量(纵向收缩、横向收缩、角变形、纵向弯曲变形等)。③通过计算,输出材料料单、板件图、构件组装图、结构预拼装图,并进行校核。(2)NC切割下料、开坡口、NC制孔①NC切割下料选定数据库资料,计算后输出板件下料图并与NC切割机连动直接进行下料切割作业。下料尺寸按下式计算:mwfscaaaaa+++=式中:ca---下料尺寸,sa---设计尺寸,fa---焰切下料熔口宽度,wa---焊接收缩量(纵向收缩、横向收缩),ma---机械切削量。②NC切割坡口根据设计接头类型,选定坡口形式和尺寸,与NC切割机连动,NC精密焰切坡口。③NC制孔根据设计栓孔线,数字化后直接输入NC钻孔机制孔。考虑对几何精度的影响,分为先制孔(在板件上制孔)和后制孔(在构件上制孔或在构件间拼接板上制孔等)。(3)组装及焊接①组装计算机将板件组装成构件、单元件以及箱梁节段等,然后组装主构件及辅构件(纵横向连接件),并校核各构件焊接线及几何尺寸,以及各构件连接的栓孔线等。②焊接根据数据库文件事先设计好各种接头的焊接工艺(焊接方法、焊接材料、坡口形式、施焊参数、焊道数量、焊接顺序、焊接变形控制措施、焊缝检测等),由人工操作焊接或数值化后由机器人焊接。③预拼装z栓焊钢桥用精确测量的构件和节点板(或拼接板)栓孔群轴线及尺寸进行计算机3D预拼,确认制造精度及线形和预拱度误差。z全焊钢桥精确测量构件或节段特征点(代表其几何形体控制点)的3D坐标,考虑焊接变形量,直接在计算机上进行3D预拼,确认结构线形和预拱度误差。4.2钢桥制造传统作业与信息处理系统作业的比较表3为钢桥制造传统作业与信息处理系统作业的比较。5.结束语我国钢桥建设正处于不断上升阶段,产能与需求的矛盾问题日益显著。因此,在传统的钢结构制造模式上,除了不断引入先进的技术、工艺和设备外,开发计算机数字化处理技术,对提高我国钢桥制造
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码




 fly2fly2
fly2fly2
本文标题:我国钢桥制造业的发展之路―钢桥制造计算机信息处理系统
链接地址:https://www.777doc.com/doc-538552 .html