您好,欢迎访问三七文档
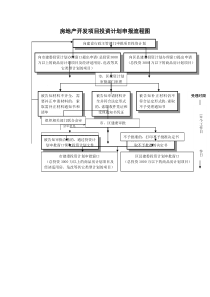
车身尺寸调试的一般性原则作者:李晓荣…文章来源:奇瑞汽车股份有限公司AI10-08点击数:209更新时间:2010-5-13一台车身由近千个零件要经历数百道工序焊接组装而成,如何从3D检测的数据中发现现场的变化和异常,对车身工程师来说是十分重要的。一台车身由近千个零件经历数百道工序焊接组装而成,其中每道工序的人、机、料、法和环都有可能会造成车身零件尺寸的偏差,而每个车身零件的偏差会影响到后续整车的安装、匹配甚至造成整车性能的失效。从成本及效率等方面考虑,对所有工序进行100%在线实时监测和控制也不具备实现的可能。目前各大汽车制造商通常都采取对车身骨架及分总成按比例进行离线检具检测或3D检测的方式,对车身尺寸加以监测。如何从3D检测的数据中倾听出现场的变化和异常,继而加以调整,使得车身所有的孔、边与面能不影响装配,符合产品质量标准,满足顾客需求,对车身工程师来说就显得极为迫切了。先解决离散偏差的原则在白车身3D检测报告中反映出的某个测量特性数据偏差一般会出现4种情况:(a)数据分散偏向正负一侧;(b)数据分散正负两侧均布;(c)数据集中偏向正负某一侧;(d)数据均布公差之内。我们知道只有情况(d)符合要求,但明显在(c)中数据集中,显示的测量特性偏差表明它一直偏离正确位置一个固定值时(假定5mm),偏差的原因是单一的,我们只需要将偏差的夹具或者相关冲压件调整5mm就会有立竿见影的效果。当数据处于(a)、(b)数据离散的时候,偏差的原因可能是多方面的,通过简单的调整不可能解决。如果(a)、(b)中数据偏差的范围能缩小,集中度能提升,我们就会发现与(c)、(d)情况类似了,问题就会简单很多,所以当出现(a)、(b)情形时,我们首先要解决偏差一致性即数据离散度的问题。我们通常可以通过计算一组数据的CP值来确定数据的集中度,CP值越大数据越集中,CP越小过程能力越差,数据越离散。当CP值大于1.33时我们可以认为数据一致性很好,当然每个公司可以依据不同的产品、现实状况及测量特性等方面来动态调整CP的改进标准,在我公司一般选取TOP10问题进行分析改进。先整体后局部的原则在解决数据偏差的离散性问题之后,我们就可以依据测量结果对车身进行调整,但在调整前必须遵循先整体后局部的原则。如图1所示,车身骨架是由侧围、顶盖、发舱和底板等几个大的总成拼焊组成的,那么就存在由于组拼时总成的整体偏差而产生测量点的偏差。如图2所示,我们以前挡板总成Z向测量偏差为例,假定孔21及孔23为前挡板主定位孔,前挡板所有测量点偏差如图2所示,所有测量点21、22、23、24、25和26呈现整体一致性偏高,那么对于22、24、25和26点的Z向偏差应该不急于调整,必须首先调整21及23孔的Z向偏差解决,再观察验证解决局部测量点的偏差。相关系数又称皮(尔生)氏积矩相关系数,说明两个现象之间相关关系密切程度的统计分析指标。相关系数的取值范围为[-1,1],相关系数值越大,变量之间的线性相关程度越高,当测量点之间的相关系数大于0.75则表示具备高度线性相关性,那么我们可以确定测量点之间就可能是整体偏差了。在Excel文件中,我们可以利用Correl函数计算相关系数。先下后上的原则在报告中测量点的偏差都是测量点相对于测量基准的测量结果与理论值的偏差。而一般车型测量基准点都在车身底部,多为四点支撑(车头、车尾各两点)。如果由于放置车身的基准点本身存在偏差,就会导致车身倾斜,车身骨架整体朝某个方向偏差,并且远离基准的测量点偏差会线性放大。如图3所示,如果基准点A处零件偏差2mm,整个车身前部的Z向都会负偏差,并且远离基准点的测量点C偏差会大于2mm。如果测量数据显示车身上部的某个部分或整车骨架的各测量点偏差方向相同,偏差数值接近,说明可能是测量基准点零件存在偏差。这样就需要通过测量车身底板总成调查偏差点及偏差原因,调整底板偏差。再测量、统计车身上部测量点的偏差方向和偏差量,并依据“先整体后局部原则”分析车身上部各总成部件测量点的偏差原因。优先保障功能尺寸而非绝对尺寸的原则3D测量结果可能受很多因素影响,所以往往会出现测量结果不符合要求,却不影响实际整车装配。此时,我们必须优先考虑实际装车效果,按照装配功能尺寸的效果可以调整公差或理论值。其实我们可以将测量点分成三类:关键项、重要项和一般项,每个点又按X、Y、Z三个方向重要度不同分别控制,不用每个点的每个方向都按同样的公差去要求,而把全部精力投入到保证重要点和重要方向的精度控制上,非重要点和非重要方向的尺寸即使偏差较大,在目前的工艺水平下,车身精度很难达到设计的公差要求,只要对后序装配及整车性能不产生影响,暂可不用管它。结语目前,在日本、德国、美国等汽车工业发达国的汽车车身制造精度都已达到2mm(CII指数),而且成立有专门的尺寸部门统一对产品设计、工艺规划、制造环节进行管理,我国汽车业在这方面明显落后于上述发达国家,严重影响了我们产品的市场竞争力。笔者认为车身精度工作根本要在源头抓起,在先期工艺策划阶段提升车身精度,尽量减少现场调试工作,从以下几个方面可加以考虑:产品设计方面:应该采用更好的产品结构以利于产品的装配调整和工程设计,定义统一的尺寸链与公差标准,设计好公差吸收带,减少零件精度控制成本及干涉的风险。工艺工程方面:选择合适的工艺方法避免制造变形,在冲压模检具设计与焊装夹具实施统一的基准和公差要求,在焊装关键组拼工序实施在线监测,优先保障功能尺寸。工装设备方面:关键工序采用自动化焊接,工装定位基准与产品设计基准重合,简化工装结构便于操作,减少夹具加工和装配误差。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码
![hr工作手册常用表格[1]](/doc-896697.png)



 szy1818
szy1818
本文标题:车身尺寸调整
链接地址:https://www.777doc.com/doc-5515398 .html