您好,欢迎访问三七文档
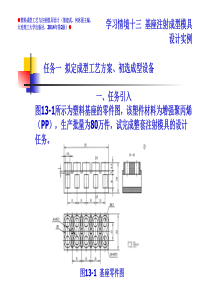
15、如图1所示,一个由三台机器构成的柔性加工单元,其中N1,N2和N3分别表示三种不同的零件,它们分别经由自己的工艺路线有机器M1、M2、M3进行加工。每个零件分配一个托盘,托盘在完成最后加工工序后运载新的零件返回到处于最初加工工序的机器。试建立该柔性加工单元的Petri网模型。图1加工单元图1、实体流程图建模方法:对该系统详细分析如下:(1)实体永久实体:M1、M2、M3临时实体:N1、N2、N3特殊队列:加工队列。(2)实体状态M1、M2、M3:加工、空闲。N1、N2、N3:等待、加工。队列:队长。(3)实体活动M1、M2、M3:加工。N1、N2、N3:被加工。(4)系统事件N1、N2、N3:到达,结束排队(开始加工),加工完毕或进入下一工序。(5)排队和加工规则排队规则:FIFO。加工规则:先到先加工,先进先出。以工件N1、N2、N3的到达流动为主线,可以画出该系统的实体流程图,如图2所示。需要给出的模型属性变量包括三个工件分别的到达时间间隔,在不同机器上的加工时间等。2图2零件加工实体流程图32、活动周期图建模方法该系统存在两类实体:机器和零件。(1)机器。三台不同机器M1、M2、M3都只有一个激活状态。当机器不处于这种状态时,就处于一种静寂状态---空闲。例如,机器M1的活动周期图如图3所示。图3机器M1的活动周期图(2)零件。三种不同零件N1、N2、N3都有两个激活状态和两个静寂状态。激活状态“加工(PROCESS)”与机器协同完成;当机器处于忙时,零件进入“排队等候(QUEUE)”静寂状态;待加工完成时离开或进入下一个工序。零件的活动周期图以零件N2为例,如图4所示。图4零件N2的活动周期图通过“加工(PROCESS)”这个协同活动,可以将三个不同零件在不同机器的机器加工过程构建该系统的活动周期图模型。如图5所示。4图5零件加工活动周期图3、事件关系图建模方法对该系统进行详细分析如下:(1)“RUN”系统初始化,初始化S[i](i=1,2,3)依次表示三个不同机器。Q[i](i=1,2,3)表示当前零件排队的数量。Ta=Timebetweenpartarrivals(possiblyrandom)Ts=Timetoprocess(Possiblyrandom)(2)“CHECK”环节,在这个环节当S[i]0条件满足时,机器对零件进行柔性选择,并将机器置为“忙”进而进入“START”环节进行加工,同时队列Q[i]长度减一。(3)“LEAVE”环节,零件加工完成时,如果该零件需要下一道工序的队列长度不变;零件离开刚加工的机器,并将机器置为“闲”。该系统的事件关系图建模模型如图6-1和图6-2所示。(备注:因图太大,所以将图分成两半,即图6-2右接图6-1)5图6-1零件加工事件关系图图6-2零件加工事件关系图4、基于Petri网的建模方法图7是该系统的Petri网模型。其中Pij表示零件库中零件i(i=1,2,3;j=1,2,3)变迁Tij表示将零件i装到机器j上或将零件i从机器上卸下。如图7所示Petri网模型清楚地表示了运行顺序:N1→T11→P11→P12→T13→P13→T14→P14→T15N2→T21→P21→T22→P22→T23→P23→T24→P24→T25→P25→T26→P27→T27N3→T31→P31→T32→P32→T33→P33→T34→P35→T35的并行性,以及共享资源(机器M1、M2和M3)的使用。下面以N1路线进行分析:N1代表N1零件库6T11:变迁。当M2处于空闲状态,N1触发变迁P11:事件。T11产生变迁后在P11机器M2对N1进行加工。T12:变迁。N1在M2上完成加工触发结束变迁。P12:事件。表示N1经过工序一加工好的零件库。T13:变迁。当M3处于空闲状态,N1或N2零件完成前一道工序后触发。P13:事件。产生完成所有加工工序的零件N1,触发变迁T14T14:变迁。N1零件加工完毕触发托盘运回变迁。P14:事件。托盘运回新零件到最初加工工序点。T15:变迁。新零件被托盘转载进入N1零件库。图7零件加工系统的Petri网模型
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码


 max8848
max8848
本文标题:建模仿真大作业2
链接地址:https://www.777doc.com/doc-5611039 .html