您好,欢迎访问三七文档
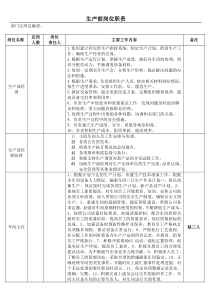
弯管技术规范1)根据管道材质和管径的不同,弯管制作有冷弯和热弯之分。2)弯管宜采用壁厚为正公差的管道制作。3)有缝钢管制作弯管时,焊缝应避开受拉(压)区。4)弯制钢管,弯曲半径应符合下列规定:热弯:应不小于管道外径的3.5倍;冷弯:应不小于管道外径的4倍;焊接弯头:应不小于管道外径的1.5倍;冲压弯头:应不小于管道外径。5)钢管应在其材料特性允许范围内冷弯或热弯。6)加热制作弯管时,铜管加热温度范围为500~600℃;铜合金管加热温度范围为600~700℃。7)弯管质量应符合下列规定:a不得有裂纹(目测或依据设计文件规定);b不得存在过烧、分层等缺陷;c不宜有皱纹;d测量弯管任一截面上的最大外径与最小外径差,应符合表4.2.3.2-3规定;e各类金属管道的弯管,管端中心偏差值△不得超过3mm/m,当直管长度L大于3m时,其偏差不得超过10mm。8)П形弯管的平面度允许偏差△应符合表4.2.3.2-4规定。9)钢塑复合管管径不大于50mm时可用弯管机冷弯,但其弯曲半径不得小于8倍管表4.2.3.2-3弯管最大外径与最小外径之差管子类别最大外径与最小外径之差钢管为制作弯管前管道外径的8%铜管为制作弯管前管道外径的9%铜合金管为制作弯管前管道外径的8%表4.2.3.2-4П形弯管的平面度允许偏差△(mm)长度L<500500—1000>1000—1500>1500平面度△≤3≤4≤6≤10径,弯曲角度不得大于10°。10)管道转弯处宜采用管件连接。DN≤32的管材,当采用直管材折曲转弯时,其弯曲半径不应小于12DN,且在弯曲时应套有相应口径的弹簧管。管道弯曲部位不得有凹陷和起皱现象。11)铝塑复合管直接弯曲时,公称外径De不大于25mm的管道可采用在管内放置专用弹簧弯曲;公称外径De为32mm的管道宜采用专用弯管器弯管。12)铜管弯管:铜及铜合金管煨弯时尽量不用热煨,因热煨后管内填充物(如河砂、松香等)不宜清除。一般管径在l00mm以下者采用弯管机冷弯;管径在100mm以上者采用压制弯头或焊接弯头。铜弯管的直边长度不应小于管径,且不少于30mm。a热煨弯(一般用于黄铜管)a)先将管内充人无杂质的干细沙,并用木锤敲实,然后用木塞堵住两端口,再在管壁上画出加热长度的记号,应使弯管的直边长度不小于其管径,且不小于30mm。b)用木碳对管身的加热段进行加热,如采用焦炭加热,应在关闭炭炉吹风机的条件下进行,并不断转动管道,使加热均匀。c)当加热至400~500℃时,迅速取出管道放在胎具上弯制,在弯制过程中不得在管身上浇水冷却。d)热煨弯后,管内不易清除的河沙可用浓度15%~20%的氢氟酸在管内存留3h使其溶蚀,再用10%~15%的碱中和,以干净的热水冲洗,再在120~150℃温度下经3~4h烘干。b冷煨弯(一般用于紫铜管)a)先将管内充人无杂质的干细沙,并用木锤敲实,然后用木塞堵住两端口,再在管壁上画出加热长度的记号,应使弯管的直边长度不小于其管径,且不小于30mm。b)用木碳对管身的加热段进行加热,如采用焦炭加热,应在关闭炭炉吹风机的条件下进行,并不断转动管道,使加热均匀。c)当加热至540℃时,迅速取出管道,并对其加热部分浇水骤冷,待其冷却后再在胎具上弯制。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码
 madridraul
madridraul
本文标题:弯管技术规范
链接地址:https://www.777doc.com/doc-5713169 .html