您好,欢迎访问三七文档
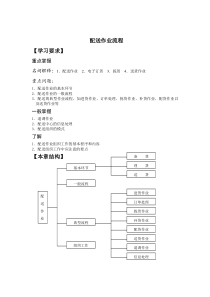
1核对来料牌号无牌号错误材质报告1袋/批每批次检验记录2材料包装包装无破损、标识完整、目视检查1袋/批每批次检验记录3塑胶粒子外观颗粒大小均匀目视检查1袋/批每批次检验记录1原料标识标识要清晰、明确、完整;目视检查1件/批每批次记录2原料摆放定置摆放目视检查1件/批每批次定期检查记录3储存环境不能受潮目视检查1件/批每批次温湿度检查表4先进先出发料要先进先出目视检查1件/批每批次发料记录1原料防护无原料受损目视检查100%每批次如发现异常,进行隔离及时通知检验员处理。2追溯性可追溯领料单上写明批号100%每批次领料单及时追查,重新写明;1拌料配重比次料要小于20%电子称配比一次每桶次拌料记录2拌料时间0.5H-1H记时器检测一次每桶次拌料记录1烘料时间4H-6H记时器检测一次每烘箱记录2烘料温度85℃±5℃测温仪一次每烘箱记录1速度一次一次/12H成型条件记录表2壓力一次一次/13H成型条件记录表3行程一次一次/14H成型条件记录表4時間一次一次/15H成型条件记录表5外观产品表面无明显划痕、熔接痕,不可有缺料、脏污;目视检查首件(一模);巡检(一模/一次);自检(100%)首件;巡检(1次/4H);自检(每班)初件检验记录;巡回检验记录;自主检验记录。如有异常及时通知注塑作业员停机或调机,并隔离产品,通知注塑主管、质保主管处理。特殊特性尺寸:13.8+010/-0.20,ø2.4+0.10/0,11.9+0/-0.20,0.20+/-0.20,2.1+0.10/0卡尺,投影仪巡检(一模/一次);巡检(1次/4H);图面标注尺寸卡尺,投影仪一模首件;70修边美工刀1外观毛边大小为小于0.20mm,修缺不得大于0.20mm。目视检查,比对样品100%每班自主检验记录如有异常及时通知检验员处理注塑成型机平台车30领料60成型50烘料ReactionPlan应急措施Sample样品Size批量CurrentControlMethod控制方法Frequence频率Method方法已制定《成型条件标准书》;机台液晶显示屏PrototypePre-launchProductionCoreTeam-核心人员ProcessN0.过程号ProcessName/OperationDescription过程名称/过程描述Machine,Device,Jig,ToolsForMfg.生产的机器/设备/工装OtherApproval/Date(IfReq'd.)其它批准/日期(如需要〕OtherApproval/Date(Ifreq'd.)其它批准/日期(如需要〕SupplierPlant供方/工厂公司SupplierPlantCode-供方代号PLM0012ControlCharacteristics控制参数塑料件控制计划CustomerEngineeringApproval/Date(IfReq'd.)客户工程批准/日期CustomerQualityApproval/Date(IfReq'd.)客户质量批准/日期ControlPlanNumber-控制计划编号:EVA-Q03-010KeyContact/Phone-主要联系人/电话IssuedDate(Orig.)初版日期10-10-2005Supplier/PlantApproval/Issue/IssueDate-供应商/工厂批准/发布10-12-2005FamilyofItem/LatestChangeLevel-零件号/最新更改水平 S78909/016-20-05PartNameDescription-零件名称/描述:CROSSSHAFT,U222IssuedDate(Rev.)升版日期NO编号A.ProductA.产品B.Process过程烘料机40拌料拌料机如有异常,进行隔离,并通知采购、质保主管。20储存如发现异常,及时通知仓库主管及质保主管。Product/Process/Specification/Tolerance产品/过程/规范/公差Evaluation/MeasurementTechnique评估/测量技术SpecialCharClass特性10进料检验货架如有异常,隔离禁止使用;重新拌料满足生产需求如有异常,停止使用,及时换料;调整成型条件,通知注塑主管、质保主管处理;6尺寸如有异常及时通知注塑作业员停机或调机,并隔离产品,通知注塑主管、质保主管处理。初件检验记录;巡回检验记录;ReactionPlan应急措施Sample样品Size批量CurrentControlMethod控制方法Frequence频率Method方法PrototypePre-launchProductionCoreTeam-核心人员ProcessN0.过程号ProcessName/OperationDescription过程名称/过程描述Machine,Device,Jig,ToolsForMfg.生产的机器/设备/工装OtherApproval/Date(IfReq'd.)其它批准/日期(如需要〕OtherApproval/Date(Ifreq'd.)其它批准/日期(如需要〕SupplierPlant供方/工厂公司SupplierPlantCode-供方代号PLM0012ControlCharacteristics控制参数塑料件控制计划CustomerEngineeringApproval/Date(IfReq'd.)客户工程批准/日期CustomerQualityApproval/Date(IfReq'd.)客户质量批准/日期ControlPlanNumber-控制计划编号:EVA-Q03-010KeyContact/Phone-主要联系人/电话IssuedDate(Orig.)初版日期10-10-2005Supplier/PlantApproval/Issue/IssueDate-供应商/工厂批准/发布10-12-2005FamilyofItem/LatestChangeLevel-零件号/最新更改水平 S78909/016-20-05PartNameDescription-零件名称/描述:CROSSSHAFT,U222IssuedDate(Rev.)升版日期NO编号A.ProductA.产品B.Process过程Product/Process/Specification/Tolerance产品/过程/规范/公差Evaluation/MeasurementTechnique评估/测量技术SpecialCharClass特性1外观产品表面无明显划痕、熔接痕,不可有缺料、脏污;目视检查C=0,AQL=0.4每批次检验记录如有异常及时通知质保主管处理。2尺寸特殊特性尺寸:13.8+010/-0.20,ø2.4+0.10/0,11.9+0/-0.20,0.20+/-0.20,2.1+0.10/0卡尺,投影仪5PCS/次每批次检验记录如有异常及时通知质保主管处理。1包装外观包装无破损、无脏污。目视检查100%每箱记录2包装标识包装标识完整、书写清晰目视检查100%每箱记录3包装数量产品数量正确无误目视检查100%每箱记录100入库平台车1产品防护产品无受损目视检查100%每箱适当操作及时通知检验员处理1包装外观包装无破损、无脏污。目视检查100%每箱出货记录2包装标识包装标识完整、书写清晰目视检查100%每箱出货记录3包装数量产品数量正确无误目视检查100%每箱出货记录120全尺寸检验尺寸图面标注尺寸卡尺,投影仪10pcs1次/每年检验记录如有异常,及时隔离并通知质保部主管处理。130性能测试性能有害物质含量1pcs1次/每年材质报告如有异常,及时隔离并通知质保部主管处理。9080终检110包装打包机异常发生重新包装或挑选如有异常,通知市场部责任人及质保部主管处理出货货车
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码




 qq23054318
qq23054318
本文标题:塑料件控制计划
链接地址:https://www.777doc.com/doc-5902949 .html