您好,欢迎访问三七文档
当前位置:首页 > 办公文档 > 其它办公文档 > 切削油(液)的作用机理与调配,生产和应用出现的问题及处理方法
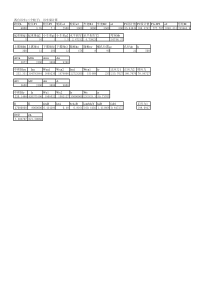
广州机械科学研究院GuangzhouMechanicalEngineeringResearchInstitute切削油(液)的作用机理与调配生产和应用出现的问题及处理方法林心勇2008年5月22日广州机械科学研究院GuangzhouMechanicalEngineeringResearchInstitute一、切削油(液)的作用机理(一)润滑作用(二)冷却作用(三)清洗作用(四)防锈作用二、切削油(液)的调配(一)油基切削液的调配(1)油基切削液的组成(2)油基切削液各组分含量(3)基础油的选择(4)添加剂的选择(二)水基切削液的调配水基切削液的组成不同形态水基切削液各组分含量乳化油的调配半合成微乳液的调配全合成切削液的调配三、切削液应用出现的问题及处理方法四、切削液的管理广州机械科学研究院GuangzhouMechanicalEngineeringResearchInstitute一、切削油(液)的作用机理使用金属切削液目的是为了降低切削力及刀具与工件、刀具与切屑之间的摩擦,及时带走切削区内产生的热量及降低切削温度,并将切削过程中产生大量的切屑和磨屑排出,同时还要保证切削机床和加工工件不被腐蚀和生锈,所以切削液必须具备润滑、冷却清洗和防锈作用。广州机械科学研究院GuangzhouMechanicalEngineeringResearchInstitute(一)润滑作用在切削加工中,刀具——切屑,刀具——工件表面之间产生摩擦,切削液就是减轻这种摩擦的润滑剂。在后刀面,由于刀具带有后角,它与加工材料接触部分比前刀面少,接触压力也低,因此后刀具的摩擦润滑状态接近边界润滑状态,一般使用吸附性强的物质(如油性剂)和使金属接触部分的抗剪强度降低的物质(极压剂)能有效地减少摩擦。前刀面的状况与后刀面不同,剪切区经变形的切屑在受到刀具进给力的推挤下被挤出,其接触压力大,切屑也因塑性变形而达到高温。在供给切削液后,切屑由于受到骤冷而收缩,使前刀面上的刀具与切屑接触长度及切屑与刀具间的金属接触面积减少,同时还使平均切应力降低,这样就导致了剪切角的增大和切削力的减少,从而使工件材料的切削加工性能得到改善。在磨削过程中,加入磨削液后,磨削液渗入磨粒——工件,及磨料——磨屑之间形成润滑膜,使这些界面的摩擦减轻,防止磨粒切削刃的摩擦磨损和粘附磨屑,从而减少磨削力、摩擦热和砂轮磨损,降低工件表面粗糙度。切削液的润滑作用,一般油基切削液比水基切削液优越,含油性、极压添加剂的切削液效果更好。广州机械科学研究院GuangzhouMechanicalEngineeringResearchInstitute切削液的润滑作用,一般油基切削液比水基切削液优越,含油性、极压添加剂的切削液效果更好。油性添加剂一般是带有极性基(—COOH、—OH、—C=O—NH2等)的长链有机化合物,如高级脂肪酸、高级醇、动植物油脂等。油性剂是通过极性基团吸附在金属表面上形成一层润滑膜,这层润滑膜有较低的摩擦系数,可以减少刀具——工件,刀具——切屑之间的摩擦,达到减少切削阻力、延长刀具寿命、降低工件表面粗糙度的目的。油性添加剂的作用只限于切削温度较低的状况,当温度超过200℃,油性剂的吸附层受到破坏而失去润滑作用,所以一般低速、精密切削使用含有油性剂的切削液。而在高速、重切削的场合,应使用含有极压添加剂的切削液。所谓极压添加剂是一些含有硫、磷、氯元素的化合物,这些化合物在高温下与金属起化学反应,生成硫化铁、磷酸铁、氯化铁等具有低抗剪强度的物质,从而降低了切削阻力,减少了刀具——工件,刀具——切屑的摩擦,使切削过程易于进行。含有极压添加剂的切削液还可以抑制刀具积屑瘤的生成,改善工件表面粗糙度。广州机械科学研究院GuangzhouMechanicalEngineeringResearchInstitute表-1.硫、氯极压剂生成的固体润滑膜的性质固体润滑膜熔点/℃抗剪强度/℃结晶结构FeFeSFe(15)+FeS(85)合金FeCl2FeCl31525119398567230210030一20一层状格子层状格子广州机械科学研究院GuangzhouMechanicalEngineeringResearchInstitute从表1.可见,氯化铁的结晶呈层状结构,所以剪切强度最低,氯化铁与硫化铁相比,其熔点低,在高温下(400℃)会失去润滑作用。硫化铁耐高温性能(700℃以上)最好。在重负荷切削及难加工材料的切削中一般都使用含有硫极压剂的切削液。切削液添加剂有效作用的温度范围见图1。极压添加剂除了和钢、铁等黑色金属起化学反应生成具有低抗剪切强度的润滑膜外,对铜、铝等有色金属同样有这个作用,不过有色金属的切削不适宜用活性极压添加剂以免对金属造成腐蚀。金属皂氯化金属磷化金属硫化金属02004006008001000温度/℃图1.切削液添加剂有效作用的温度范围广州机械科学研究院GuangzhouMechanicalEngineeringResearchInstitute表-2.切削液的极压添加剂与金属反应生成物的特征二维切削,t=0.05㎜,v=5.5m/min,高速钢,a=15°加工材料金属的抗剪强度τ/MPa切削液反应生成物反应生成物的抗剪强度τ1/MPa摩擦减少率%试验得出的摩擦减少率/%铁1305四氯化碳FeCl2FeCl3372152718880烷基硫FeSFeS2608一53一60铜941四氯化碳CuCl1028965烷基硫Cu2S415755铝402四氯化碳AlCl3907865切削液的润滑作用与切削的渗透性有关,渗透性能好的切削液,润滑剂能迅速渗入到刀刃——工件与刀具——切屑界面,在刀具、工具和切屑表面形成润滑膜、降低摩擦系数,减少切削阻力。广州机械科学研究院GuangzhouMechanicalEngineeringResearchInstitute(二)冷却作用冷却作用是依靠切(磨)削液的对流换热和汽化把切削热从刀具、工件和切屑中带走,降低切削区的的温度,减少工件变形,保持刀具硬度和尺寸。切削液的冷却作用取决于它的热参数值,特别是比热容和热导率。此处,液体的流动条件和热交换系数也起重要作用。热交换系数可以通过改变表面活性材料和汽化热来提高。水具有较高的比热容和大的热导率。广州机械科学研究院GuangzhouMechanicalEngineeringResearchInstitute表-3.水油的热参数值类别热导率/[W/(m·K)比热容/[J/kg·K]气化热/(J/g)水油钢0.630.125~0.2136~53.24.18×1031.67~2.09×103460.52260167~314—改变液体的流动条件,高流速和加大流量可以有效地提高切削液的冷却效果,特别对冷却效果较差的油基切削液,效果更明显。对切削量大的加工,切削液的温升较快,要求切削液的储存槽的容积也要大些,切削液循环周期延长,避免切削液温度过高。广州机械科学研究院GuangzhouMechanicalEngineeringResearchInstitute水基切削液的使用浓度与冷却效果也有很大关系。表4.为切削油和不同稀释比的乳化油的导热系数。试样导热系数(J/㎝2·S·℃)水乳化液(稀释50倍)乳化液(稀释25倍)切削油1.0050.7250.5440.105从表4.看出,稀释倍数不同,导热性能差别也很大,而水和油的导热系数则相差10倍。所以在使用水基切削液时,如发现烧伤,冷却效果不好时就要适当加大稀释倍数,提高其冷却效果。切削液的消泡性能也会影响冷却效果。由于泡沫内部是空气,空气的导热性比水的导热性差很多,泡沫多的切削液冷却效果要下降。所以对于容易起泡的切削液要加消泡剂。广州机械科学研究院GuangzhouMechanicalEngineeringResearchInstitute(三)清洗作用在金属切削过程中,切屑、铁粉、磨屑、油污等物易粘附在工件表面和刀具上,影响切削效果,同时使机床和工件变脏,不易清洗。所以切削液必须具备清洗性能。对于油基切削液,粘度越低,清洗能力越强,特别含有煤油、柴油等轻组份的切削油,清洗、渗透性能就更好。含有表面活性剂的水基切削液,清洗效果较好。表面活性剂一方面能吸附各种粒子、油泥,并在工件表面上形成一层吸附膜,阻止粒子和油泥吸附在工件、刀具和砂轮上;另一方面能渗入到粒子和油污粘附的界面上,把粒子和油污从界面上分离,切削液带走。切削液的清洗作用还应表现在对切屑、磨屑、铁粉、油污等有良好的分离和沉降作用。循环使用的切削液在回流到冷却液槽后,能迅速使切屑、磨屑、铁粉、微粒等沉降在底部,油污等物悬浮在液面上,这样便可保证切削液反复使用后,仍能保持清洁、保证加工质量和延长使用寿命。全合成水基切削液和半合成微乳液的排油性十分重要。合成切削液和半合成微乳液如果排油性差,很快就会与机床漏下的油或工件带进的油混合变成乳化液,失去了原切削液的特性,并且变成乳化液之后,容易被微生物侵蚀,腐败变质,影响加工效果和使用寿命。广州机械科学研究院GuangzhouMechanicalEngineeringResearchInstitute(四)防锈作用在切削加工过程中,如果切削液没有一定的防锈能力,工件在加工后或工序间存放期间会受到空气中的水分及腐蚀介质的侵蚀而产生化学腐蚀或电化学腐蚀,引起生锈,机床也同样会生锈。因此切削液必须具备较好的防锈性能。油基切削液一般都具备一定的防锈能力,如果工序间存放期不长,可以不加防锈剂,因为在切削油中加入石油磺酸钡等添加剂会使切削液的抗磨性能下降。要求防锈性好的切削油,可加0.1~0.2%的T746防锈剂,因加量少对切削液润滑性影响不大。铜、铝等有色金属可加入少量的金属减活剂就能起到很好的防腐作用。对于水基切削液,PH值的控制对其防锈性能影响很大。对钢、铁等黑色金属PH值在9~9.5的范围防锈效果最好,而对铜、铝等有色金属PH值在7~8的范围较为合适。用水基切削液加工的工件在包装封存前的清洗防锈工艺十分重要,一般都要经过脱水防锈清洗后再涂防锈油。如工件的水及杂质微粒没清洗干净,即使用最好的防锈油也会很快生锈。由于清洗防锈工艺不当造成零件制品生锈的事故经常会发生。广州机械科学研究院GuangzhouMechanicalEngineeringResearchInstitute二、切削液的调配(一)油基切削液的调配(1)油基切削液的组成:基础油矿物油:煤油、柴油、全损耗系列油、D系列溶剂油合成油:聚烯烃、烷基苯、酯类油油性剂脂肪油:豆油、菜子油、棕榈油、糠油、猪油等脂肪酸:油酸、异构硬脂酸、棕榈酸等酯类:硬脂酸酯、三羟甲基丙烷油酸酯等高级醇:十八醇极压剂氯系:氯化石蜡、氯化脂肪酸酯硫系:硫化脂肪油、硫化烯烃、聚硫化物磷系:二烷基二硫代磷酸锌、磷酸三甲酚酯、亚磷酸二丁酯、磷氮化合物等有机金属化合物:有机钼、有机硼防锈剂抗氧剂抗烟雾剂消泡剂铜合金防锈剂磺酸盐、羧酸盐、有机酸、磷酸盐等酚系、胺系聚异丁烯、聚丁烯等二甲基硅油苯并三氮唑,巯基苯并塞唑广州机械科学研究院GuangzhouMechanicalEngineeringResearchInstitute(2)油基切削液各组份的含量成份通用切削油精密切削油非活性极压切削油活性极压切削油基础油矿物油硫化矿物油60~100040~90040~9040~100油性剂脂肪其它0~400~1010~400~1010~400~10极压剂非活性硫极压剂活性硫极压剂含氯极压剂其它00000~2000~400~50~105~150~400~5防锈及防锈腐剂抗氧剂0~50~10~50~10~50~1广州机械科学研究院GuangzhouMechanicalEngineeringResearchInstitute(3)基础油的选择:在选择基础油时要考虑下面几个因素。1)基础油与添加剂的相溶性:有些深度精制的基础油与添加剂的相溶性较差,配出来的产品混浊。用环烷基油配出来的切削油其极压抗磨指标要比用石蜡基油的差,所以配极压切削油最好用石蜡基一类油作基础油
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码







 simon385291014
simon385291014
本文标题:切削油(液)的作用机理与调配,生产和应用出现的问题及处理方法
链接地址:https://www.777doc.com/doc-5955607 .html