您好,欢迎访问三七文档
当前位置:首页 > 行业资料 > 纺织服装 > 服装厂外协工厂评审表 服装厂外发厂评
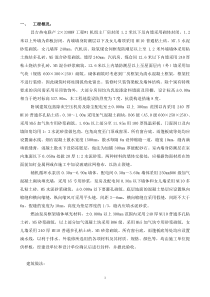
服装厂外协工厂评审表企业名称:企业注册名称:详细地址:评估项目平车(台)员工人数日产量技术水平备注大货车间评语:设备名称锁眼机钉扣机套结机烫台后道总人数设备数量台台台台人后道车间评语:过往主要客户QC评审意见主管评审意见评审日期:年月日生产进度日报表年月日生产款号裁断领片车缝锁钉-整烫入库未完工数日计月计日计月计日计月计日计月计日入库数月入库数累计裁断车工尾段合计合计本年度累计生产:统计日期:制表:生产作业计划与控制表款号:单号:日期:日期部门12345678910111213141516171819202122232425262728293031备注面、里、衬落位辅料落位唛架落位预缩裁断分包粘合清剪缝制组缝制组缝制组缝制组缝制组缝制组手工整烫包装入库缝制生产作业通知单作业部门:日期:款号色号规格数量开始时间完工时间注:1.一共4联,分为调度留存、辅料裁片、小组留存。2.调度填写。缝制车间各组完成情况汇总日报表年月日缝制小组款号单号规格领衣片数完工数未完工数日计月计日计月计注:此表由半成品收发于早上8:15前填报生产办公室及核算科。仓库发货明细表日期供应商款号单号面料编号品名颜色匹长合计签收人1234567891011注:该表由面料库保管,每次发货后半小时内填写,次月5日前交档案室。仓库收货明细表日期供应商面料编号品名颜色单价匹长合计签收人123456789101112注:该表由面料库保管,每次收货后半小时内填写,次月5日前交档案室。仓库退货明细表日期供应商面料编号品名颜色单价匹长合计签收人123456789101112注:该表由面料库保管,每次退货后半小时内填写,次月5日前交档案室。裁片交接记录表日期作业通知单号款号规格色号裁片数/件(套)裁片总数量签收裁片收发签字:注:签收栏由收裁片的小组组长填写,次月5日前交生产部。裁床记录单床号/规格:日期:No.:款号单号品号完工数原料类型预缩率皮利用率皮长板长序号领料色号规格/层数余料用料短码幅宽裁断主管:核料员:收发:主裁:注:1.该记录单为每床一份。2.由主裁填写后交裁片收发交裁断主管。3.该单每月5日前由裁断主管交档案室。(1)床号:裁床的顺序号。(2)款号:由生产计划通知单而定。(3)单号:根据生产计划通知单而定。(4)品名:根据生产计划通知单确定。(5)完工数为实际下半年的数量。(6)原料名称:根据生产计划通知单确定。(7)电脑皮利用率:根据画皮上标识而定。(8)皮长:根据画皮上标识而定。(9)皮宽:根据画皮上标识而定。(10)板长:实际辅料长度。(11)领料尺码:每匹布料的标识尺度。(12)序号:由下而上辅料每匹的顺序号。(13)色号:由生产计划通知单而定。(14)规格层数:服装的型号/每匹布辅料层数。(15)余料:每匹布辅料完毕不够1层长度的余料长度。(16)用料:耗用面料长度=层数*板长。(17)短码:领料尺码-用料-余料。(18)幅宽:每匹布的实际幅度。面、里、衬料的成本核算表生产通知单号:日期:材料名称计划实际画皮利用率画皮面积裁片净面积铺料长度(m)幅宽(m)毛利用率配片用量(m2)实际利用率单耗计划产量总用料(m)领料数(m)产量余料(m)短码率短码(m)总用料(m)单耗注:1.计划栏由生产通知单告知。2.余料包括退回仓库及配片室的数量。3.短码=领料数*短码率短码率见验布员的里、面、衬质量抽检报告单。4.实际总用料=铺料长度*层数5.画皮利用率见画皮上注示。6.画皮面积=画皮长*画皮宽7.裁片净面积=画皮面积*画皮利用率8.毛利用率=铺料长度幅宽裁片净面积*9.实际利用率=配片用量层数铺料长度幅宽实裁数裁片净面积***10.配片用量及实际利用率由核料员在该单生产完成后4h内,将数据报核算科及财务科。11.该表由核料员每款完工后一天内填报核算科及财务部。工艺小结报告款号单号生产日期生产小组生产中的工艺问题:采取的措施及结果:综合分析:建议:填报人:日期:注:本报告由跟单工艺员在本单完工一天内填写并报工艺主管。次月5日前由工艺主管交档案室。跟单记录单跟单员产前样制作人结束时间款号生产班组开始时间款式首件样确认意见:审核人:年月日产前样确认意见:审核人:年月日跟单记录:跟单员:注:由跟单工艺员每款完工后一天内填报工艺主管。成品入库统计表序号:规格数量款号SMLXLXXL小计备注合计注:1.本表由成品收发每办一次入库手续填报一张给核算科和生产部,时间要求为入库手续结束后30min内,每天的入库时间为8:30、13:00、16:00。2.序号填写方法:年、月、日各占两位数,最后一位数为当时入库次序号。3.次月5日前由生产部交档案室。尾段作业通知单日期:年月日生产调度:款号单号手工完工时间大烫完工时间包装完工时间入库时间备注注:1.每款完工计划时间由生产调度下达。2.每款完工实际时间由尾段主管在完工后10min内填写。3.该表全部填完后1小时内由尾段主管送交生产调度。4.该表次月5日前由生产调度送交档案室。、新款工价计算与审核流程由技术部提供工时分配表生产厂长审批工时分配表并交核算科核算科计算单款工价填写新款工价单总经理审核新款工价单跟单工艺员跟单流程生产计划通知单工艺主管确定跟单工艺员跟踪产前样的制作,一步理解并掌握工艺1、工艺员加工、复制各工序用的工艺控制板2、工艺员准备工艺指导书及其它工艺文件3、测时员准备工序作业分配表4、领取嘜架并审核组长根据作业计划安排去工艺科领取工艺指导书、作业分配表、工艺用板工艺员集中生产小组所有人员讲解工艺要点及质量要求工艺员指导手件样的生产并协同质量经理进行验收工艺员进行巡回工艺指导并做好工艺实施记录,发现重大工艺问题及时上报工艺员进行总结,并填写本款的工艺小结报告工艺员收回各工序的工艺用板、工艺指导书及其它工艺文件生产部考核质量标准一、生产部工艺要求、检查标准1、基本缝制质量检查工作规范(上装)编号名称基本缝制质量检查工作规范(上装)制定单位制度管理委员会制定日期页次版次地点:序号检验项目工作方法质量要求时间周期备注l衣长从后中点量至衣服最低处衣长±1cm胸围左袖窿至右袖窿底部的水平长度的两倍胸围±1cm腰围两腰节之间的水平距离的两倍腰围±1cm摆围围下摆量一周所得长度摆围±1cm肩宽左肩点至右肩点之间的距离肩宽±0.5cm袖长从肩点至袖口的距离袖长±0.5cm袖口沿袖口围量一周所得长度袖口±0.5cm领围根据具体情况而定领围±0.5cm2缝位缝头的宽度为1cm3线路眼观。与标准样比较确定顺直,整齐,牢固4省位两省重叠比较对称,顺直,长短一致5袋位两袋重叠比较左右对称,大小一致,封口回针牢固,角度平顺6挂面两挂面重叠比较顺直,长短一致,方角要方正,圆角要圆顺7驳头、串口眼观大小一致,不可有反翘现象8领子沿中线对折重叠比较宽度均匀,左右对称,肩缝、领头、后中缝点对齐9领子角度沿中线重叠比较整齐,圆顺10领子缝位眼观,与标准样比较确定宽窄一致ll领子、串口交接处眼观,与标准样比较确定不允许有咀子现象12袖子穿模特,眼观吃势均匀,肩缝对准袖中点,前后一致13底边底边重叠进行比较(熟练工可眼观)宽窄一致,里子坐势是袖口边的一半14袖口边袖口边重叠进行比较(熟练工眼观)宽窄一致,里子坐势是袖口边的一半序号检验项目工作方法质量要求时间周期备注15成衣里坐势眼观,与标准样比较确定坐势0.2cm,平服、整齐16商标沿后中缝对折位置端正,后中缝居中17商标回针手指勾住商标提起牢固18领袢眼观按工艺要求验收19拉链牙齿眼观,与标准样比较确定不外露,平服20腰头眼观,与标准样比较确定宽窄应顺直一致,绱腰不许呈扭状,明、暗线不上炕、下炕2l开衩提起衣服两衩边比较位置高低一致,不内勾反翘,平服22锁边线眼观,与标准样比较确定松紧一致23里子底边眼观比较卷边l.3~1.5cm,宽窄一致24外观质量眼观,与标准样比较确定无脏渍,无油渍,布无瑕疵,无线头,无划粉印2.裤装常规缝制工艺要求编号名称裤装常规缝制工艺要求制定单位制度管理委员会制定日期页次版次地点:序号检验项目工作方法质量要求时间周期备注l裤前后片过线迹按控制板板型过线迹与板相符,线迹清晰2裤前后片消省按过迹线平缝隙平服,直顺3烫裤前后省按省线平烫平服,省缝向中倒4裤前后片锁边在锁边机上均匀锁边直顺,不能毛漏5车合裤前裆缝按缝位车缝平服,直顺6绱门襟按缝位车缝平服,直顺7烫门襟按车缝扣烫顺畅,牙口0.1cm8绱里襟拉链按缝位车缝均匀,直顺9拉链与门襟车合按缝位结合均匀,直顺,拉链出进合适,两道线10门襟压止口线按板型规定的尺寸压止口线平服,均匀.直顺ll车合裤内处缝按缝位车缝平服,均匀,直顺12劈烫内外缝车行劈烫直顺,劈开熨烫13车合前后裆缝按控制板型的剪口一一对应均匀,对齐,两道线一致14劈烫前后裆缝车行劈烫直顺,抽湿劈开15车合裤里内外缝并钉洗水唛按缝位平缝并夹洗水唛均匀,剪口对齐,冼水唛方正16折烫裤里内外缝平行折烫直顺,坐势0.2cm17车合前后里裆按缝位车合均匀,平服,直顺18折烫里裆缝按缝位折烫直顺,坐势0.2cm19腰里结合、剪钉丝带按工艺尺寸规定进行剪钉与工艺尺寸相符20扣烫腰按控制板型进行扣烫与板型相符,线迹清晰2l绱腰按过迹线绱腰走线均匀,直顺22勾腰头按板型尺寸车缝腰头线与扳型相符23翻烫腰头按板型整烫方正,与板相符24扣烫商标按工艺尺寸规定来进行扣烫与规定工艺尺寸相符25车钉商标按折烫线车缝平服,均匀,直顺,注意回针26压腰按绱腰缝压腰平服,赢顺,不上炕、下炕,宽窄一致.不发扭27车卷里底边按工艺尺寸规定进行卷边均匀,平服,直顺,宽窄一致28裤脚口锁边按缝位锁边均匀,无毛漏29裤裆顶缝钉手针按工艺尺寸规定做手针牢固,对称,双线进行序号检验项目工作方法质量要求时间周期备注30裤脚口套线袢按工艺要求操作两边对称,高低一致,牢固,四股线进行31成品整烫按具体工艺要求进行整烫整烫后的尺寸与工艺指导书相符服装厂产品报价分析单客户:款式:款号:总单量:品名单耗单价金额备注面料1:2:里料填充料辅料朴线拉链纽扣主嘜洗嘜尺码标识牌胶袋纸箱累计工资工种工价备注裁剪车缝后道累计税金费用类别金额说明生产管理费用行政管理费用运输费用业务费用佣金累计备注总报价RMB:报价人:报价日期:样品确认评议表日期:年月日款号设计号产品名称制板工艺车板评议:修改意见:QC签名主管签名
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码






 tantian
tantian
本文标题:服装厂外协工厂评审表 服装厂外发厂评
链接地址:https://www.777doc.com/doc-6140674 .html