您好,欢迎访问三七文档
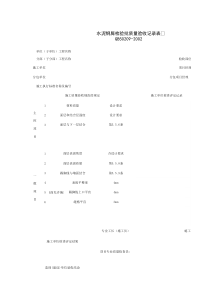
•小组成员:简嘉俊彭永辉何志鹏•苏国培纪传荣叶宗求•关嘉文曾辉赖冠谋王禹枫•所在专业:机械设计制造及其自动化•所在班级:10机械C•指导教师:倪利勇材料:Q235材料厚度:1mm精度等级:IT10生产批量:大批量一、零件简图:如下图所示2.1冲压件工艺分析1)该工件只有落料一个工序,材料为Q235,普通碳素钢,为软钢;2)工件的外形左右对称;3)有文献(1)P65的表3-15有当交角时,最小圆半径为0.5t=0.5;当交角时,最小圆半径为0.25t=0.25,在此工件中圆角均远大于这些最小值;4)该工件上无过长的突出悬臂和凹槽;5)该工件的精度等级为IT10,属于一般的精度等级;6)由文献(1)p67表3-20有冲裁断面的表面粗糙度为Ra=3.2综上所述,该工件的结构工艺性较好,冲裁较为容易。2.2确定冲压工艺方案该工件只有落料一个工序,可以有以下几种工艺方案:方案一:采用一副简单的落料模,其排样图是双排形式,冲裁时先冲一侧条料上的工件,冲完之后将工件翻转,冲裁安排在条料另一侧上的工件,其排样图如下图所示方案二:在一副落料模中不同的位置设置两副落料用的凸模和凹模,即在一次冲裁行程中同时冲下两个工件,根据凸模位置不同,其排样图如下图所示分析比较:方案一:.采用单工序模生产,模具结构简单,制造成本低。方案二:一副模具上装两副凸凹模,结构设计较为复杂,制造成本较高,但是生产效率高。方案确定:选用第二方案。理由:虽然方案一结构简单,制造成本低,但是不是很适用于大批量生产。相比之下虽然方案二虽然模具的制造成本较高,但生产效率高,材料利用率也高,更适合于大批量生产,故选用方案二。2.3主要设计计算由于采用双排排样时材料的利用率较单排的利用率高,所以排样方式选用双排排样。该零件基本是三角形的零件,所以直接采用有废料的直对排方式就可以了,根据零件的厚度1mm,查文献1P56表可以知道侧搭边a=0.8mm,工件间距离a1=1.0mm,为方便计算,此次设计统一取值为2.25mm。由文献(1)p58表3-12查的导料板与最宽条料之间的间隙值为因为条料宽度方向冲裁件的最大尺寸为21.5mm,条料宽度的单向(负向)偏差。所以条料宽度:=(Dmax+2a+C)=(21.5+22.25+5)mm=31mm导料板间距离:A=Dmax+2a+2C=21.5+22.25+25mm=36mm相邻两工件之间的中心距为L=18.75排样图如下图所示04.0B04.0-04.0-2.3.2冲压力计算由文献(1)p345附录2有Q235抗拉强度432MPa--461MPa在此次计算中取MPab450,采用刚性卸料和下出料方式进行冲裁。由文献(1)p60式(3-20)有冲裁力:KNNLtFb336.2424336450108.54由文献(1)p61表3-14有55.0TK,并取n=7由文献(1)p61式(3-22)有推件力为:KNFnKFTT694.96336.2455.07由文献(1)p61式(3-26)有压力机的公称压力为:KNKNKNFFFTZ03.121694.96336.242.3.3压力机初选根据冲压工艺总力计算结果,并结合工件高度,初选单柱固定台压力机J11-16.2.3.4凸凹模刃口尺寸计算由于工件的形状较为复杂,所以凸凹模采用配作法加工。由文献(1)P43式(3-2)由经验值法确定最小间隙值,则有该工件属于落料件,选凹模为设计基准,只需要计算落料凹模刃口尺寸及制造公差,凸模刃口尺寸由凹模实际尺寸按间隙要求配作。凹模磨损后,所有尺寸增大由文献(2)p15表2-3,根据公差为IT10,a~f的尺寸偏差依次为:0.058mm,0.048mm,0.048mm,0.058mm,0.048mm,0.048mm。由文献(1)p48表3-7查得相应的磨损系数如下表所示尺寸的编号尺寸大小尺寸公差磨损系数amm0058.0-5.80.058mm1bmm0048.0-40.048mm1cmm0048.0-9.50.048mm1dmm0058.0-50.058mm1emm0048.0-9.50.048mm1fmm0048.0-40.048mm1mmdmmecmmfbadddddd014.00058.0410012.00048.0410012.00048.0410014.00058.041094.4)058.015(85.5048.01-9.595.3)048.014(mm44.8058.01-5.8)()(落料凹凸模的尺寸如下图所示:凸模刃口尺寸:凹模刃口尺寸:2.3.5压力中心的计算根据压力中心的计算公式是==(3-4)==(3-5)建立如下图所示所示的坐标,并且求出单个工件的压力中心相应的压力中心的值如表所示。表3-1压力中心的求解冲裁轮廓周长/lmm各线段压力中心的坐标x1L=8.72-1.852L=5.94.733L=9.5104L=5.94.735L=8.72-1.856L=8.5-4又因为工件相对于x轴对称,所以压力中心y坐标为0。221.05.851.929.5272.8)]4(5.822)(-[8.72x所以,工件的压力中心为(-0.221,0).理论压力中心与模具中心的偏移量较小,所以直接取凹模几何中心为压力中心。2.4模具的总体设计2.4.1定位方式的选择由于是单工序落料模,可以采用单侧刃控制送料进距,挡料块定位。2.4.2卸料方式的选择由于材料较软,在冲压过程中板料可能发生翘曲变形,必须添加压料装置,所以采用刚性卸料和下出料方式。2.4.3导向方式的选择由于工件的结构较为简单,同时为了节约生产成本,简化模具结构降低模具制造难度,方便安装调整和操作,该单工序落料模采用导板式落料模。2.5工作零件结构设计2.5.1凹模外形尺寸设计与形状选择采用直筒形刃口,刃口高度h=5mm凹模厚度:H=kb(≥15mm)H=0.33×23.6<15mm取H=25mm查文献(1)P86查得33.0K图2.5.1.1凹模刃口凹模壁厚:C=(1.5~2)H=2×25=50mm(4-8)凹模外形尺寸L=b+2C=23.6+100=123.6mmB=L+2C=123.6+100=223.6mm注:B为与送料方向平行的零件最大外形尺寸,L为垂直与送料方向的零件最大外形尺寸C为凹模壁厚H为凹模高度由于直臂式刃口强度较高,修刃后尺寸不变,选用直臂式刃口凹模。本制件采用单工序模,依据模架类型按国标圆整得:B=240L=155mmH=25mm尺寸比较大,可以优先采用整体式凹模。2.5.2凸模外形尺寸设计与形状选择本模具为非圆形凸模,采用直通式结构。。凸模固定板厚度:H1=(0.6-0.8)H=0.8H=20mm(4-9)凸模长度L:mmHHL688152025HH321(4-10)H----凹模高度(mm)H1----固定板的厚度(mm)H2----固定卸料板的厚度(mm)H3----导尺(导板)或坯料的厚度(mm)2.6固定零件设计2.6.1模柄选用旋入式模柄,通过螺纹与模座连接,用小螺钉防松,用于中小型模具,装卸方便。选用A30×70,国标2862-81.Q2352.6.2上下模板冲模的全部零部件,均安装在上、下模板上,从而构成模具的整体并传递压力机的压力,来完成冲制工作。模板应该具备足够的强度和刚度。如果模板刚度不足,则冲模工作时模板会产生严重的弹性变形,导致模具零件迅速磨损或损坏.下模座厚度H=40mm,上模座厚度取H=30mm则模具闭合后的高度H=30+10+68-3.5+25+40=169.5mm2.6.3凸模固定板固定板主要用于将中小型模具固定在模座上,其平面轮廓尺寸除应保证凸模安装孔外,还应考虑螺钉和销钉孔的位置,厚度为凹模厚度的60%~80%。此处取20mm。固定板孔与凸模采用过渡配合(H7/m6),压入后端面磨平,以保证冲模垂直度,材料取45钢。2.6.4垫板垫板厚度:4~12mm,视要求可适当加厚。此处取5mm。外形尺寸按照固定板形状决定。材料选用45钢。2.7定位零件结构设计2.7.1导料板选择导料板与导尺制成整体式的形式。为了使条料顺利通过,导料板间的距离应该等于条料的最大宽度加上一间隙值(一般不大于0.5mm),此处取导料板宽度B为223.6mm,厚度H取6~8mm,此处取8mm,导料板间距离取55.6mm。图2.7.1.1导料板为了保证条料靠近导料板一侧顺利送料,此处采用挡块控制2.7.2定距侧刃选用的侧刃形状为矩形,侧刃凸模的断面长度S为:S=A+(0.05~1.0)=18.8mm式中A=送料步距的基本尺寸。侧刃的制造公差一般为h6。侧刃凸模的断面宽度B为4.8mm。侧刃制造公差取负值,一般为0.02mm侧刃凹模按照侧刃凸模配做,留单边间隙~=0.020~0.028mm侧刃的固定方式选用用侧刃的凸缘固定。图2.7.2.1侧刃2.7.3挡料板选用形状为长方形挡料板,长度为18mm,宽度为8mm2.8导向零件此处的导向零件与卸料零件为同一部件,即导板。导板的厚度H=(0.8~1.0)H(H为凹模厚度)=1×15=15mm外形尺寸按凹模尺寸确定。导板与凸模按h5/H6配合2.9螺钉和圆柱销根据凹模厚度选取凹模紧固螺钉尺寸为M6,材料选用Q235,需用承载能力为2300N,即M6×20,四个。圆柱销取M6×60,四个。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码
 catajonye
catajonye
本文标题:冲压模具课程设计
链接地址:https://www.777doc.com/doc-6257623 .html