您好,欢迎访问三七文档
当前位置:首页 > 办公文档 > 其它办公文档 > 波形控制的逆变式电容储能点焊机的研制
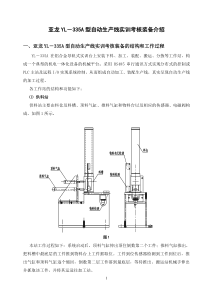
重庆大学硕士学位论文波形控制的逆变式电容储能点焊机的研制姓名:李铜申请学位级别:硕士专业:材料加工工程指导教师:刘明宇20050501重庆大学硕士学位论文中文摘要I摘要本文分析了小型及微型零件特别是某航天火工品电阻点焊的工艺特点及其对焊接设备的要求,详细讨论了某航天火工品的焊接现状;明确提出了当前某航天火工品电阻点焊的主要焊接问题是焊接飞溅问题;讨论了采用研制的“波形控制智能型电阻点焊机”及其研制的“电容储能点焊机”进行焊接时飞溅的产生机理。首次提出了将高频脉冲电流用于电阻点焊,有效解决了某航天火工品的焊接飞溅问题,试验表明效果良好。由于根本解决了某航天火工品焊点强度与飞溅之间的矛盾,做到了无飞溅点焊,必将为进一步提高我国航天火工品焊接质量作出应有的贡献,所作得探索工作和为解决某航天火工品点焊飞溅采取得措施具有一定的理论意义和实用价值。本文提出了将储能点焊和逆变技术相结合的设计思想,研制出了“波形控制的逆变式电容储能点焊机”,并给出了主要结构原理及其试验结果。研制了由双RLC回路构成的波形控制硬件给定信号控制系统和由工控机构成的波形控制软件控制系统,即提供了软硬件两种控制模式。当采用软件控制模式时,利用工控机和数据采集卡构成控制系统。一方面可以对焊接电流波形进行任意预置,以实现波形控制法控制功能;另一方面,利用数据检测功能实现对焊接电流波形的采集、显示和打印,以提高整机的信息水平。软件系统是采用美国NI公司的LABVIEW作为开发平台开发的,利用其强大的虚拟仪器功能,提供出了波形预置实验平台和焊接电流波形测试功能,具有优良的人机交换界面。同时本文着重介绍了所设计的“任意波形控制法”的波形预置原理、设计思想和实现途径。本文所设计的相应硬件控制功能,采用小容量RLC放电回路来模拟输出储能焊过程的电流波形,由此作为电流给定信号直接控制逆变式电容储能点焊电源,实现了完全由硬件电路构成的高频脉冲电阻点焊,能够获得焊接设备的专用化和低成本化的结果,并且可以得到与工控机控制系统相当的焊接效果。即研制的“波形控制的逆变式电容储能点焊机”还可以完全脱离工控机控制系统而独立运行。关键词:高频脉冲电流点焊逆变技术储能虚拟仪器波形控制法重庆大学硕士学位论文英文摘要IIAbstractTheresistancespotweldingcharacteristicsofminiatureworkpieceespeciallyspaceflightigniterandtherequesttoweldingequipmentwereanalyzedinthispaper.Itputsforwarddefinitelythattheproblemofthespaceflightigniterweldingwassplash.Themechanismthatwouldbringsplashweldingbytheintelligentresistancespotweldingmachinewithwaveformcontrolandthespotweldingmachinewithcapenergystorageprocessingwerediscussed.Itputforwardusingthehighfrequencypulseelectriccurrent(HFPEC)inresistancespotweldingandresolvingthesplashproblemofspaceflightigniterwelding.Theeffectofexperimentwasgood.Itwillcontributetoadvancethequalityofspaceflightigniterweldingbecauseoftherealizationofweldingwithoutsplashandtheresolvingoftheconflictbetweenweldingspotintensityandweldingsplash.Theworkinghassomemeaningintheoryandsomepracticalvalue.Thedesignidealofenergystorageweldingcombiningwithinvertertechnologywasputforwardinthispaper.Theintelligentinvertercapenergystoragespotweldingmachinewithwaveformcontrolwasdeveloped.Thestructuretheoryandresultofexperimentweresupplied.ThispaperdevelopedhardwarecontrolsystemwithwaveformcontrolreferencesignalcomposedwithdoubleRLCcircuitandsoftwarecontrolsystemwithwaveformcontrolcomposedwithindustrialcomputer.Industrialcomputeranddataacquisition(DAQ)cardmakingupofthecontrolsystemwhenwordinginsoftwarecontrolmode.Ontheonehand,itpresetcurrentwaveformatwillinordertorealizethewaveformcontrol.Ontheotherhand,itmadeuseofthefunctionofdatemeasuretorealizethedatacollection,displayandprintofcurrentwaveforminordertoimprovetheinformationlevelofwholesystem.SoftwareisdevelopedwithLabVIEWdesignflatsuppliedbyNIcorp.inUSA.SoftwaresystemaffordsexperimentflatofwaveformpresettingandtestingofweldingcurrentwaveformbythepowerfulvirtualinstrumentfunctionofLabVIEW.Andithasexcellentinteractiveinterface.Andthispaperintroducedtheprincipium,designidealandapproachofwaveformpresettingofwaveformcontrollingatwillThefunctionofrelevanthardwarecircuitcontrollingwasdesigninthispaperuseslittercontentRLCsurgecircuitinsimulatingthecurrentsignalofenergystoragewelding,andtookitasUgtocontroltheinvertercapenergystoragespotweldingmachine.ItrealizedHFPECresistancespotweldingwithhardwarecircuitandgotthe重庆大学硕士学位论文英文摘要IIIeffectasgoodasthesystemcontrolledbyindustrialcomputerandrealizedthecustomizationandthelowcostofweldingmachine.Thatistheintelligentinvertercapenergystoragespotweldingmachinewithwaveformcontroldevelopedcouldrunindependentlywithoutanyindustrialcomputercontrollingsystem.KEYWORDS:HFPECspotwelding,invertertechnic,energystorage,VirtualInstrments(VI),methodofwaveformcontrol.重庆大学硕士论文1绪论11绪论1.1问题的提出电阻焊作为一种高效的焊接方法已广泛应用于航空航天、汽车、锅炉、机车车辆、家用电器等行业中,尤其在大批量生产中其生产效率高的优势更加突出,并随着新工艺新技术的应用,电阻点焊在焊接生产中的份额越来越大,其应用领域也在不断地扩大。电阻焊过程中会受到众多偶然因素的干扰(表面状态不良、电极磨损、装配间隙的变化、分流等工艺因素的随机波动、电极压力的减弱等焊接规范参数的随机波动……)造成焊接质量不够稳定(尽管现代电阻焊技术完全可以得到高质量的焊接接头)。另外常规无损检测在电阻焊接头上的应用并不理想,要想杜绝生产中个别接头质量的降低、废品的出现还是有困难的,因此采用精确的方法来检测与控制电阻焊过程越来越受到人们的重视。尤其是自动化程度的日益提高(如:采用点焊机器人),电阻焊的质量监控就显得更为重要,并且已得到长足的发展。目前常用的质量监控方法有恒流控制法、电极间电压法、热膨胀法、能量积分法、动态电阻法等,它们均在某种程度上提高了接头质量的稳定性,但它们主要是应用于较大焊件的工频电阻点焊中,而对于小型及微型零件,由于其焊接时间很短(如0.5~1周波),现有的质量监控技术难以使用[1]。而对于某航天火工品一类的特殊焊件的点焊,现有的质量监控技术几乎无法有效解决其焊接质量问题。1.2航天火工品电阻焊的现状典型航天火工品电发火元件(插塞)结构示意图如图1.1(a)所示,它将桥带焊接于四根导柱顶部构成的。导柱材料为可阀合金或硅青铜,长度为15~25mm,焊点桥带桥带绝缘材料导柱(a)(b)图1.1航天火工品结构图Fig1.1Structerofspaceflightigniter重庆大学硕士论文1绪论2直径为1mm。4根导柱被绝缘材料封装在一起。桥带的材料为Ni-Cr合金,厚度为15~65μm,为光刻蚀加工成的圆片状。焊接实物如图1.1(b),图面上四个凹坑分别为四个焊点。焊接时,圆状桥带放置于插塞顶部焊接时将会遮盖住导柱顶部,一般情况下只能保证第一个焊点的位置精度,其他的焊点的位置则很难保证。另外,导柱间的相对位置有一定的误差,如果只凭借工人的经验来寻找其余各点的焊接位置,将难以确保位置精度。特别是当焊点位于导柱与绝缘材料的交界面上,由于接触电阻过大,还会由于能量过于集中而导致“打火”现象,造成焊件报废,电极损坏。采用重庆大学1994年研制的“具有记忆功能的定位工装夹具”对焊件进行定位,采用研制的“专用精密储能点焊机”进行焊接,得到了重复精度很高的放电电流波形及参数,不仅有效解决了焊件的定位及电极对中问题,并且焊点质量大为提高,虚焊率由原来的20%左右下降为0,虚焊问题得到了根本解决,而焊接飞溅问题未能得到根本改善[2]。采用研制的“可控硅控制的专用精密储能点焊机”,但由于储能焊机自身的局限性(如波形难以有较大范围的改变,规范过硬),因此,飞溅较大;对于过厚或过薄桥带焊接的适应性也较差。此外,硅青铜导柱的焊接质量比可伐合金导柱高,这与可伐合金电阻率高导电导热性差,因而点焊工艺性好的实际情况不符。为此,重庆大学于1996年研制了“波形控制智能型电阻点焊机”,首次将波形控制法用于航天火工品的焊接中。经航天系统组织的技术鉴定,一致认为所提供的技术和工艺具有国际先进水平,并获航天工业总公司科技进步二等奖。但是,由于此焊机是一个恒流源,并且提供了充分的焊接电流波形及其参数的预制功能,虽然能够通过预置合理的焊接电流波形和规范参数,有效地控制飞溅率,并且获得了比研制的专用精密储能点焊机高得多的焊接质量和对焊件材料、规格优越得多的适应性,但是桥带焊接的飞
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码







 frgxm521
frgxm521
本文标题:波形控制的逆变式电容储能点焊机的研制
链接地址:https://www.777doc.com/doc-6346258 .html