您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 质量控制/管理 > 第五章-减速器装配与调试
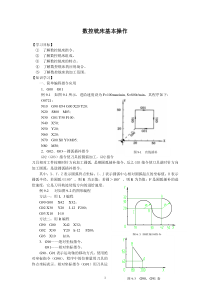
蜗轮减速器装配与调试2013年11月25日【装配钳工工艺与技能训练】楚雄技师学院代文昌减速器的装配实例一、减速器的结构二、减速器装配的主要技术要求三、减速器的装配工艺过程四、减速器部件总装和调整12-7减速器装配与调试种类:减速器种类繁多,有圆柱齿轮减速器、蜗轮蜗杆减速器、摆线针轮减速器、谐波减速器等,其作用:是通过齿轮减速装置,将带轮输入的转速降低到所需要的速度,输出到工作装置上,使工作机构获得更大的转矩,驱动工作机构运转.蜗轮减速器,采用圆锥齿轮来改变输出轴的方向,利用蜗杆传动机构传递空间交错轴之间的运动和动力。一、减速器的结构1,7,15,16,17,20,30,43,46,51-螺钉2,8,39,42,52-轴承3,9,25,37,45-轴承盖4,29,50-调整垫圈5-箱体6,12-销10,24,36-毛毡11-环13-联轴器14,23,27,33-平键18-箱盖19-盖板21-手把22-蜗杆轴26-轴28-蜗轮31-轴承套32-圆柱齿轮34,44,53-螺母35,48-垫圈38-隔圈40-衬垫41,49-锥齿轮47-压盖A、主要零件:蜗轮减速器由箱体、锥齿轴、锥齿轮、凸轮、蜗杆轴、蜗轮、蜗轮轴、联轴器、轴承盖等组成如图12—53。B、运动传递路线:减速器的运动传递:由联轴器输入→蜗杆→蜗轮→圆锥齿轮1→圆锥齿轮2→圆柱齿轮传出(输出)图4—13减速器装配图1一箱体2、32、33、42一调整垫圈3、20、24、37、48一轴承盖4一蜗杆轴5、21、40、51、54一轴承6、9、11、12、14、22、31、41、47、50—螺钉7一手把8一盖板10—箱盖13—环15、28、35、39一键16一联轴器17、23一销18一防松钢丝圈19、25、38一毛毡26一垫圈27、45、49一螺母29、43、52一齿轮30一轴承套34一蜗轮36一蜗轮轴44一止动垫圈46--压盖53—垫55一隔圈二、减速器装配的主要技术要求零件和组件必须正确安装在规定位置,不允许装入图样未规定的垫圈、衬套之类零件。各轴线之间相互位置精度(如平行度、垂直度等)必须严格保证蜗杆副、锥齿轮副正确啮合,符合相应规定要求回转件运转灵活;滚动轴承游隙合适,润滑良好,不漏油各固定连接牢固、可靠。三、减速器的装配工艺过程装配前期工作零件的试装减速器部件总装和调整组件装配(1)清洗用清洗剂清除零件表面的防锈油、灰尘、切屑等污物,防止装配时划伤、研损配合表面。(2)整形锉修箱盖、轴承盖等铸件的不加工表面,使其与箱体结合部位的外形一致,对于零件上未去除干净的毛刺、锐边及运输中因碰撞而产生的印痕也应锉除。(3)补充加工指零件上某些部位需要在装配时进行的加工,如箱体与箱盖、箱盖与盖板、各轴承盖与箱体的连接孔和螺孔的配钻、攻螺纹等,如图14—28所示。1、装配前期工作零件的试装又称试配,是为保证产品总装质量而进行的各连接部位的局部试验性装配。为了保证装配精度,某些相配的零件需要进行试装,对未满足装配要求的,须进行调整或更换零件。2、零件的试装例如:减速器中有三处平键连接;蜗杆轴22与联轴器13、轴26与蜗轮28和锥齿轮49、锥齿轮轴41与圆柱齿轮32,均须进行平键连接试配,如图12—53中所示。零件试配合适后,一般仍要卸下,并作好配套标记,待部件总装时再重新安装。由减速器部件装配图(图14—27)可以看出减速器主要的组件有锥齿轮轴—轴承套组件,蜗轮轴组件和蜗杆轴组件等。3、组件的装配减速器主要的组件有锥齿轮轴—轴承套组件,蜗轮轴组件蜗杆轴组件等。其中只有锥齿轮轴—轴承套组件可以独立装配后再整体装入箱体,其余两个组件均必须在部件总装时与箱体一起装配。图12—55所示为锥齿轮轴—轴承套组件的装配顺序,锥齿轮轴01是组件的装配基准件。由装配系统图可知组件有三个分组件:锥齿轮轴分组件、轴承套分组件和轴承盖分组件。装配时,先装配各分组件,然后与其他零件依顺序装配及调整、固定,装配后组件应进行检验,要求锥齿轮回转灵活,无轴向蹿动。组件中各零件的相互装配关系和装配顺序,通常用图14—31所示的装配系统图表示。锥齿轮轴-轴承套组件的装配系统图蜗杆轴组件的装配和轴向间隙调整:1-调整垫圈2-轴承盖3-蜗杆轴4-螺钉5-轴承盖分组件先装配两分组件:蜗杆轴与两轴承内圈分组件和轴承盖与毛毡分组件。然后将蜗杆轴分组件装入箱体,从箱体两端装入两轴承的外圈,再装上轴承盖分组件5,并用螺钉4拧紧。轻轻敲击蜗杆轴左端,使右端轴承消除游隙并贴紧轴承盖,然后在左端试装调整垫圈1和轴承盖2,并测量间隙Δ,据以确定调整垫圈的厚度,最后,将合适的调整垫圈和轴承盖装好,并用螺钉拧紧。装配后用百分表在蜗杆轴右侧外端检查轴向间隙,间隙值应在0.01—0.02mm之间。(1)装配蜗杆轴组件(图14—32)蜗轮轴安装位置的调整1-轴承盖分组件2-轴承内圈3-轴承外圈4-蜗杆5-蜗轮6-轴7-轴套试装的目的是:确定蜗轮轴的位置,使蜗轮的中间平面与蜗杆的轴线重合,以保证蜗杆副正确啮合;确定锥齿轮的轴向安装位置,以保证锥齿轮副的正确啮合。1)蜗轮轴位置的确定(图12-57)先将圆锥滚子轴承的内圈2压入轴6的大端(左侧),通过箱体孔,装上已试配好的蜗轮及轴承外圈3,轴的小端装上用来替代轴承的轴套7(便于拆卸)。轴向移动蜗轮轴,调整蜗轮与蜗杆正确啮合的位置并测量尺寸H,据以调整轴承盖分组件1的凸肩尺寸(凸肩尺寸为Hmm)。2)锥齿轮轴向位置的确定(图12—58)先在蜗轮轴上安装锥齿轮4,再将装配好的锥齿轮轴—轴承套组件装入箱体,调整两锥齿轮的轴向位置,使其正确啮合,分别测量尺寸Hl和H2,据此选定两调整垫圈(图14—27中件29和件50)的厚度。(2)试装蜗轮轴组件和锥齿轮轴—轴承套组件(3)装配蜗轮轴组件和装人锥齿轮轴小轴承套组件(图12—57)将装有轴承内圈和平键的轴放入箱体,并依次将蜗轮、调整垫圈、锥齿轮、垫圈和螺母装在轴上,然后在箱体大轴承孔处(上端)装入轴承外圈和轴承盖分组件,在箱体小轴承孔处装入轴承、压盖和轴承盖,两端均用螺钉紧固。最后将锥齿轮轴、轴承套组件和调整垫圈一起装入箱体,用螺钉紧固。(4)安装联轴器分组件(5)安装箱盖(6)运转试验12-7蜗轮减速器的装配和调试蜗轮减速器装配过程包括准备、预装、组装、总装及调试。.1.1准备修锉箱盖,轴承盖等外观表面、锐角、毛刺、碰撞印痕;清洗零件表面、清除铁屑、灰尘、油污;对箱盖与箱体、箱体与轴承盖的连接螺孔进行配钻和攻丝。.1.2预装在单件小批量生产中,须对某些零件进行预装(试配),并配合刮、锉等工作,以保证配合要求。待达到配合要求后再拆下。如有配合要求的轴与齿轮、键等通常需要预装或修配键,间隙调整处需要配调整垫,确定其厚度。在大批量生产中一般通过控制加工零件的尺寸精度或采用恰当的装配方法来达到装配要求,尽量不采用预装配,以提高装配效率。.1.3组件装配1.轴承盖和毛毡的:装配将已经加工好的毛毡塞入轴承盖密封槽内2.轴承套与轴承外圈的装配:用专用量具分别检查轴承套孔及轴承外圈尺寸在配合面上涂上机油;以轴承套为基准,将轴承外圈压入孔内至底面.3.锥齿轮轴组件装配:锥齿轮轴组件的径向尺寸小于箱体孔的直径,可以在体外组装后再装进箱内..1.4总装1.装配要求:(1)零、组件必须准确安装,符合图样规定。(2)固定联接件必须保证将零、组件紧固在一起(3)旋转机构比须转动灵活,轴承间隙合适(4)啮合零件的啮合必须符合图样要求(5)各轴线之间应有正确的相对位置2.总装顺序蜗杆轴系和蜗轮轴系尺寸比较大只能在箱体内组装。(1)蜗杆的装配(2)蜗轮的装配(3)锥齿轮组件的装配(4)最后总装(5)安装联轴器及凸轮,用动力轴连接空运转,检查齿轮接触斑痕,并调整直至运转灵活。(6)清理内腔,注入润滑油,安装箱盖组件,放上试验台,安装V带与电动机相连接。12-7润滑、调试。箱体内装上润滑油,蜗轮部分浸在润滑油中,靠蜗轮转动时将润滑油溅到轴承和锥`齿轮处加以润滑。连接电机空运行30min后,要求无明显噪声,轴承温度不超过规定.减速器是典型的传动装置,装配质量的综合检查,可通过涂色法进行检查。一般是将红丹粉涂在蜗杆的螺旋面、齿轮齿面上,转动蜗杆,根据蜗轮齿轮、齿轮面的接触斑点来判断啮合情况。总装完成后,减速器部件应进行运转试验习题与思考题5—1减速器有哪些种类?蜗轮减速器由哪些部分组成?5—2蜗轮减速器总装的装配要求有哪些?5—3蜗轮减速器的是怎样进行润滑的?6.1.2装配系统图与装配工艺系统图常用装配单元系统图来清晰表示装配顺序。装配单元系统图的绘制方法如下:用一个长方格表示一个零件或装配单元。即用该长方格可以表示参加装配的零件、合件、组件、部件和机器。在该方格内,上方注明零件或装配单元名称,左下方填写零件或装配单元的编号,右下方填写零件或装配单元的件数,如图6.1所示。零件部件装配单元系统图绘制方法与步骤如入:首先,画一条较粗的横线.横线右端指向装配单元的长方格,横线左端为基准件的长方格。其次,按装配先后顺序,从左向右依次将装入基准件的零件、合件、组件和部件引入。表示零件的长方格画在横线上方;表示合件、组件和部件的长方格画在横线下方。合件装配系统图如图6.2所示组件装配系统图部件装配系统图机器装配系统图如图6.5所示比较简单的产品也可把所有装配单元的装配系统图画在机器装配系统图中,称之为装配单元系统合成图,如图6.6所示。在装配单元系统图上加注所需的工艺说明内容,如焊接、配钻、配刮、冷压、热压和检验等,就形成装配工艺系统图,如图6.7所示。装配工艺系统图比较清楚而全面地反应了装配单元的划分、装配顺序和装配工艺方法。它是装配工艺规程制定中的主要文件之一,也是划分装配工序的依据。6.1.3装配精度1.基本概念装配精度是机器质量的重要指标之一,它是保证机器具有正常工作性能的必要条件,凡是装配完成的机器必须满足规定的装配精度,装配精度既是制定装配工艺规程的主要依据,也是确定零件加工精度的依据。机器的装配精度主要内容包括:相互尺寸精度、相互位置精度、相对运动精度、相互配合精度。相互尺寸精度是指机器中相关零部件间的相互尺寸关系的精度。例如,机床主轴锥孔中心距床身导轨的距离;尾架顶尖套中心距导轨的距离;主轴锥孔中心距尾架顶尖套中心距导轨的距离等等。相互位置精度是指机器中相关零部件间的相互位置关系的精度。如机床主轴箱中相关轴间中心距尺寸精度和同轴度、平行度、垂直度等。相对运动精度是指机器中作相对运动的零部件之间在运动方向和相对运动速度上的精度。如运动方向与基准间的平行度和垂直度,相对运动部件间的传动精度等。相互配合精度包括配合表面间的配合质量和接触质量。配合质量是指机器中零件配合表面之间到达规定的配合间隙或过盈间隙的程度。接触质量是指机器中两配合或连接表面间达到规定的接触面积的大小和接触点分布的情况。2.影响机器装配精度的因素一般情况下,装配精度是由有关组成零件的加工精度来保证的,这些零件的加工误差的累积将影响装配精度。在加工条件允许时,可以合理地规定有关零部件的制造精度,使它们的累积误差仍不超出装配精度所规定的范围,从而简化装配过程,这对于大批大量生产过程是十分必要的。对于某些装配精度要求高的装配单元,特别是装配单元包含零件较多时,如果装配精度完全由有关零件的加工精度来直接保证,则对各零件的加工精度要求很高,这样会造成加工困难,其至无法加工。遇到这种情况,常按经济加工精度来确定大部分零件的精度要求,使之易于加工,而在装配阶段采用一定的装配工艺措施(如修配、调整、选配等)来保证装配精度。如果机器的装配精度是由一个零件的精度来控制与保证,则称这种情况是“单件自保”。受相应零件精度(特别是关键零件精度)的影响,如车床尾座移动相对溜板移动的平行度要求,主要取决于溜板用导轨与尾座用导轨之间的平行度,如图6.8所示。6.4保证装配精度的装配方法机械产品的精度要求最终要靠装配来达到。为了减少装配劳动量、降低零件加工精度,并获得或保持较高的装配精度,需要根据产品的性能要求
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码

 水鱼王子
水鱼王子
本文标题:第五章-减速器装配与调试
链接地址:https://www.777doc.com/doc-6471000 .html